Industry 4.0 calls
21 December 2018Established in hydraulic pressing 135 years ago, the multi-faceted company which is Siempelkamp Maschinenund Anlagenbau today, has had a major impact on the wood panel industry ever since. Mike Botting visited its Krefeld headquarters
Over the past 11 years, with the acquisition of Metso Panelboard, Hombak, Ventapp, CMC Texpan and Pallmann, Siempelkamp GmbH & Co KG’s wood machinery division has become a truly complete-line supplier. It has always supplied complete lines, but now they come from its own resources, rather than using sub-contractors for part of its complete line supply, as it had to in the past.
In this digital age, interconnection of each part of the production line is ever-more important – and only really achievable if you have those in-house resources.
Talking of the digital age, Siempelkamp is putting major emphasis on what it calls the “Self-optimising wood based panel plant”.
Gregor Bernardy is the man in charge of logistics and service for the company and explained how it will all work.
Some people (like the author) may wonder where the term ‘Industry4.0’, which is a ‘buzz-word’ these days, came from.
Mr Bernardy explained that the Industrial Revolution of the eighteenth century started off “Industry1” with its mechanical production plants.
The ‘second industrial revolution’, or "Industry2", in the early 20th century, saw the emergence of specialised mass production using electrical power.
The third revolution ("Industry3") came in the early 1970s, with the use of electronic systems and IT to automate production.
The fourth ‘Industrial Revolution’, brings us right up to date – and beyond – with Industry4.0 and the use of cyber-physical systems. Now real objects and virtual processes are interlinked for networked production.
Now we have talk of Digitalisation; The Internet of Things (IoT); Big Data; Production Intelligence; Simulation; Cloud Computing, etc, leading ultimately to the Self-Optimising Plant.
Siempelkamp expects significant development in three main areas.
Firstly, Networked Production, with vertical and horizontal integration.
Secondly, Visualisation of plants, using ‘digital twins’ for simulation. With visualisation and digital twins (a digital copy of an actual line) a customer can see his line in action before it is even ordered.
Thirdly, the company expects Production Intelligence, involving online performance monitoring and preventive maintenance, with (model-based) online quality control.
All these factors are seen as combining to produce Siempelkamp’s ultimate goal of the ‘Self-Optimising Plant’.
Networked Production
Mr Bernardy went on to explain Networked Production. It is quite simple really: Horizontal networking will be familiar to all panel producers as the communication, or interfacing, of each piece of machinery in the production line with the other machines.
Vertical integration is where the production line communicates with the management system.
Enterprise Resource Planning (ERP), for example SAP (Systems Applications and Products), involves production order planning. The Manufacturing Execution System (MES) then receives orders automatically from the ERP. Siempelkamp offers its well-tried Prod- IQ® system as the MES.
“Every Egger line and every Duratex line, for example, has Prod-IQ,” said Mr Bernardy. “It can be installed regardless of which existing make of continuous press a customer has, provided the line has a network of communication in place on the line. We can even update old lines to Prod-IQ. In the next two years, I believe every line will be connected to a management system.”
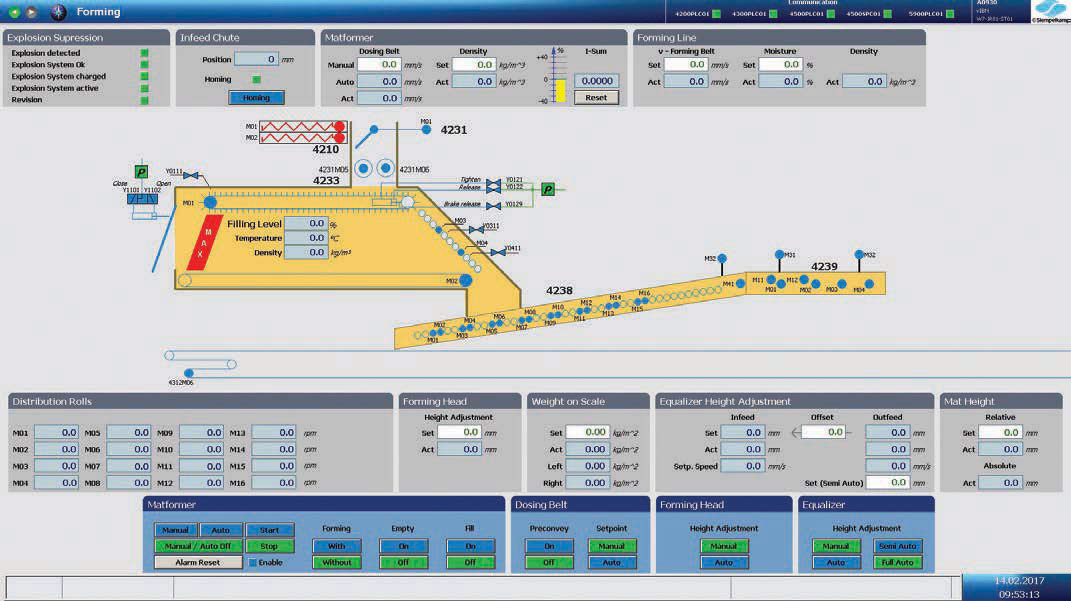
Technological know-how is stored in proven recipes and these are sent to the plant automation system, which triggers a fast and reliable chain reaction in the production line, prompting the changeover for all machines, Mr Bernardy explained.
This may be a change in the wood mixture or resin type, which is communicated to the mat forming, press, diagonal saw, and cooling and stacking, he added.
The MES then sends production data (performance, availability, consumption) back to the ERP.
Thus automation triggers the acquisition of new set values when the material reaches the machine.
This minimises production changeover times, reduces mat rejects after the press, and produces the exact number of finished boards required – at the right quality.
Visualisation
This is simulation-based engineering using a ‘digital twin’ and enables the panel maker to visualise his project planning, specify his required functionality and optimise his machines.
In a digital twin, the virtual plant exists before the actual plant is built, simulates machine functions, uses 3-D models and simulates physical, hydraulic and electrical automation.
The supplier, as well as the customer, can also test the limits of his line, with no risk.
Virtual start-up can be carried out in the simulation to test the proposed plant and support its start-up.
“If there is an error during start-up, we can reproduce it virtually and solve it quickly,” said Mr Bernardy. “The benefits of visualisation are that you can have the highest software quality, a short start-up time, and reliable functionality.”
Production intelligence
Production intelligence gives online performance monitoring and preventive maintenance and (model-based) online quality control.
Online performance monitoring leads to Overall Equipment Effectiveness (OEE) and this is a key indicator for controlling plants.
Condition monitoring leads to a high OEE and offers ‘preventive health care’.
For instance you can have preventive maintenance on your ContiRoll® press, checking hydraulics, insulation, drives, gears, the steel belt, chains, friction lining and rollers – all things which you can’t see with the naked eye, but can with the Siempelkamp ‘Magic Eye’. The system processes information from more than 2,000 sensors.
All the above, says Siempelkamp, gives extended uptime, improved product quality, low-wear mode of operation, reduced maintenance costs and increased lifetime of the plant.
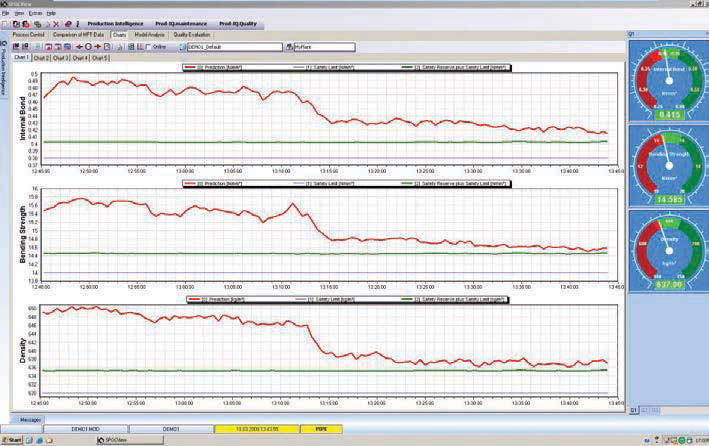
But what about physical board characteristics? By analysing correlations between process settings and laboratory test results, you can establish online quality control of internal bond (IB), modulus of rupture (MOR) and thickness swelling.
This online forecasting of board properties is not only about board quality, but about producing the board to the exact specification required, ie not producing boards that are sub-standard, but, at the same time, not producing boards which are better than they need to be: In either case, this leads to waste of the resources put into the board.
It also means minimising the safety margin that most mills tend to allow for with their present systems, explained Mr Bernardy.
"Physical press process simulation, connected to the latest version of Prod- IQ, establishes online quality control of the density profile by simulating the mat behaviour inside the press, using physical modelling powered by the virtual hot press."
Siempelkamp has calculated that savings of €2,000 per day could be made in materials and in increasing the speed of the line.
The self-optimising plant
This is the goal of Siempelkamp’s R&D in plant control. It requires super-ordinated closed loop control.
To do this, you need to calculate the settings to ensure quality at minimised cost, automatically: you need to know what happens if you change the settings.
Thus Siempelkamp developed a system of models to create its ‘Model-based Predictive Press Control (MPC)’. The data feeds into Prod-IQNext and that simulates the process and calculates the density profile and board qualities you can expect from the real production line.
To summarise, with Siempelkamp’s self-optimising plant and Prod-IQNext, the company says you “plan your production and the machines carry out your orders automatically”.
Company news
Siempelkamp has had a good year, according to Christian Hassler, marketing and communication manager.
“Total group orders will be around €700m by the end of 2018 and orders for the panel industry are still coming in,” he said.
The latest orders, announced as we went to press, were from China.
Siempelkamp will supply complete production lines with ContiRoll presses to Linyi Huan Ge (MDF), Jiangsu High-Hope Arser (MDF), and Xinyi Dake (MDF).
Siempelkamp Qingdao Machinery and Equipment Co Ltd received these orders.
The Qingdao factory commenced operation three years ago and the company has now doubled the area of its factory halls there, to produce complete ContiRoll lines for the Asian market.
Siempelkamp’s pre-existing factory in Wushi manufactures dosing bins, bunkers and handles the spare parts business.
Between them, the two factories employ around 120 people.
To date, Siempelkamp has delivered 46 production lines with ContiRoll presses to China. Of these 46 lines, 42 were for MDF/HDF, and four were for particleboard, production.
The Siempelkamp group has had a successful year in its wood based panel division, with a good number of orders worldwide, for all panel types, but the company is not just looking at what it can currently offer.
Industry4.0 is a very hot word in its Krefeld HQ at the moment and it looks as if WBPI is not far away from reporting the installation of the first fully-automated panel production line.
It seems the supervisor of that line might need to take a good book to work with him, or her! An electronic book of course.