Focus on Europe
26 December 2017WBPI makes an annual tour to present our Focus on Germany report. This year we also visited Germany's neighbouring countries of Belgium, Austria and Switzerland to bring news of the major companies there that serve the panel industry. We begin, though, as ever, with Germany.
Kelzenberg Bangs the Drum
On the western edge of Germany a specialist company manufactures replacement and reconditioned rollers and drums We found a company with a 150-year history of specialist engineering for every kind of wood based panel press. If you need a roller or a drum for your panel press, Kelzenberg can supply you one. This is true almost no matter what type of press you have or what size you need.
For many years, until the company took its roller manufacturing in-house, Kelzenberg GmbH supplied the rollers for Siempelkamp. Today it manufactures the 5.5m diameter drums for Calender presses made by Binos and can, and is happy to, handle anything in between.
Kelzenberg is situated on two sites in Düren, a town on the western edge of Germany, some 35 miles from Cologne. For 20 years now it has been a subsidiary of Carl Krafft & Söhne GmbH; “but the two effectively operate as a single company,” says Michael Hess, General Manager. “We stick to the Kelzenberg brand for our rollers because people recognise its history and expertise.”
Both companies have a long tradition in making and restoring rollers for various industries. “When the two companies came together in 1999, it created the largest pool of know-how anywhere in the world for this kind of product,” says Mr Hess. He and his sister Alice Speth are fifth-generation descendants of the founding family which still owns the business.
As so often for engineering companies involved in wood based panels, both of these had their roots in supplying machinery for the industries around them. In the case of the mother-company, Krafft, founded in 1870, the river that runs through Düren is renowned for its particularly soft water, and this made it ideal for making paper; the town rapidly became known as a paper-manufacturing centre. “It still has a paper museum in the centre of town,” says Mr Hess. "Düren prospered on paper, and Krafft prospered with it."
Kelzenberg, founded some 50 years later, produced machinery for the chemical side of paper-making. It also started to produce rollers and specialised in the large-diameter, internally-heated, drums that lie at the heart of Calendartype presses. The drums can be as large as five meters in diameter. “For some decades Kelzenberg was the core supplier – indeed, the only supplier – of these drums,” says Mr Hess.
Calender presses, also known as Mende presses, although a minority interest today, are still used, especially for very thin panels and panels made from materials such as agro-waste. Their unique selling point is that they provide a fast rise in temperature in the board. The German company Binos, profiled in last year’s Focus on Germany specialises in them.
“Binos completed a Calender press project in Belarus two years ago and we supplied the drum. Such presses are still popular in China,” says Mr Hess.
Much of the company’s business today is the restoration and exchange of drums and rollers. “We know what our clients are looking for, because we probably supplied their original drums in the first place.”
And that is true whether the press was from Siempelkamp, or a Calender press, or one from Metso or anyone else; whether still in the press business or long ceased manufacturing. Designs have changed and improved – “We have more sophisticated designs now” – but the expertise is the same.
“We want to be more visible in the marketplace,” says Mr Hess. One particular area of expertise is hard-layer application welding, to make the surface of the drum more resistant to wear. “After time, the original surface wears off, and needs replacing,” he explains. “We can do this here in our factory, but now we can also do it on-site, at the customer’s mill. It works very well, because removing the drum or roller is difficult and costly, and transporting it is a problem. Some of these are 4.0, 4.2, or even 5.0m in diameter, so moving them is a major operation.”
At the factory there is a 100-tonne crane to move the heavier rollers, which gives some indication of the magnitude of such tasks. The lathe capable of machining such diameters dwarfs standard machinery. Walk round it and you cannot fail to be impressed by its sheer size.
“Restoring such huge drums on-site reduces the time involved and so there is much less loss of production. It can take two or three weeks to complete a re-grind and re-surfacing, but that is still better and faster than removing the drum,” says the general manager.
As well as rollers for panel makers, Kelzenberg designs and makes chill rollers, rollers for applying foils, and drying cylinders for the paper industry. “Our engineering department does complete engineering for turnkey projects. Usually the rollers are a core item in these projects. We buy the drives and control systems, and do the installation and pre-installation ourselves.”
The smaller rollers – smaller in diameter that is; they can be up to a metre in diameter but up to 12m in length – are made at the headquarters site. “Balancing of the longer, thinner rollers is critical, and a very central part of our manufacturing know-how. These rollers rotate at high speeds, and any imbalance would lead to serious vibration.
We balance them in three places: at the heads, the ends and in the centre.” As we walk round the workshop floor a centre shaft, the axis around which a roller will be placed, is visible, encased in frost. “That too is something we specialise in. The shafts, which also act as bearings, need particularly delicate machining. It is easier to do this when they are not attached to the roller, so that we can use smaller, more delicate machines.
So we turn the shaft to the exact size, and to the exact diameter, of the centre hole in the roller; then we freeze the shaft with liquid nitrogen to minus 160oC so that it shrinks in diameter and can be slipped into the roller. As it warms it expands, and holds itself in place without bolts or welding. Welds or bolts can distort the geometry of the roller; freeze-fitting avoids that problem.
“We are pioneers of this approach in the marketplace. I remember that when my father told the first client for the system that his shaft and roller were not welded together but held only by friction the poor man nearly had a fit; but the system works very well indeed.”
As does Kelzenberg, in the specialist niche which it has carved for itself.
Kleiberit: Hotcoat is Hot
Surfacing for panels is becoming ever more important, and HotCoat from German firm Kleiberit is set to become a transforming technology. Julian Champkin visited its headquarters at Weingarten in Württemburg
We are a chemical company. We specialise in polyurethane. We focus on anything that can be done with polyurethane, if there is an honest and competent way to do it. So says Dr Achim Hübener of Kleiberit. One of the more recent uses of polyurethane is in hot-melt coatings for wood based panels.
Kleiberit is the brand name under which the company Klebchemie M G Becker GmbH & Co operates. It began devising its HotCoating technology half a decade ago. The first user was Kastamonu in Turkey, in 2011, which uses it to produce the highest of high-gloss panels for kitchen furniture. Kastamonu announced at Ligna this year that it has now ordered a second line, using the same technology. And given HotCoat’s many advantages it seems set to become the must have coating for panels in a huge number of varied applications.
”It is a new technology, so there is a lot of knowledge to be learnt,” says Dr Hübener. “Our business therefore is not just selling chemicals. These are high technologies, and we sell also the knowledge of how to use them.”
One example is Pfleiderer, whose purchase of Kleiberit’s HotCoat technology was announced at Interzum in May. Its new line at Leutkirch, a mere 40km from Weingarten, at a length of 165m, will be the largest HotCoating plant in the world.
“The Pfleiderer line is expected to start up this month, and to be in production early next year (2018). But the service support began the day we started talking to them.”
It is much more than just after-sales that Kleiberit offers. The company’s development and production site is in Weingarten, but six hours’ drive up the autobahn to Hanover a daughter company has a fully-operating production line. “It is not like the test rigs that we have here, where we do a trial and look at the result, and do another trial, and look again,” says Dr Hübener. “There it is an ongoing production line, running continuously at 10m a minute, which lets you look very closely at techniques and quality control. We use it for pre-training our customers’ staff, so it is basically a single, extended applied technology centre as well as an operating production line. So that is a very intensive way to support the customer.
“And when they are ordering we really go into detail of how their operation will work. We talk to the customer before they make the investment. We talk about the machines for foil lamination; we talk about the clean room details for hot-melt. We are sitting at the table when they talk to the clean-room suppliers; we can add our own expertise to those discussions.
“There is lots of preparatory work, for all kinds of applications. For the high-gloss or the super-matt technology we really go into detail: where can the client get the nitrogen for the inert atmosphere, what tanks do they require in which to store it, what pressures do they need to use… So that’s a very intense way to supply the customer.
“Polyurethane is a fast-growing business, and particularly fast in the area of hotmelts,” says Dr Hübener.
Kleiberit’s expansion plans for its Weingarten plant bear witness to that. “Here we have the capacity for 25,000 tonnes a year of HotCoat polyurethane; we are making an investment of €140m to double that capacity. That’s the way we see the market moving in percentage growth rates for HotCoat polyurethane.”
The expansion is due to start construction in 2018.
The company has 580 employees and a turnover, in 2015, of €183m. And German based Kleiberit is sticking with Germany.
“All the polyurethane we make for the world market is produced on this one industrial site here in Germany. We decided to go for that strategy, rather than produce in China or North America, because we believe we can supply the market much more quickly and more efficiently from one location. We are the only medium-sized company in our industry to do this. We are well aware that we are swimming against the trend. But we remain an export-oriented company: We produce 55,000 tonnes of adhesives and coatings annually and export 85% of that.”
What then is HotCoat, and why is it set to take off so spectacularly?
“Polyurethane can be made into adhesives, but this is not really an adhesive, except in the sense that one side of it sticks to the panel. At the end of the day it is a coating. It is not water-based, which is one advantage.
Drying a water-based coating takes energy – sometimes up to 60% of a plant’s energy consumption – and that of course emits CO2.” HotCoat is cured instead by UV light. Another major advantage is its flexibility – I should say its extreme flexibility.
“It can be bent to radiuses down to 2.0mm without cracking. It is very difficult to find other lacquered surfaces which can do that,” says Dr Hübener.
That flexibility allows the edge of the board to be covered with the same decor and finish as the surface, eliminating the need for costly edge-banding and pleasing the end-use customer at the same time.
“It is highly resistant to water penetration. And is also highly resistant to ultraviolet light.” Which means that although it is a transparent medium, it protects the colours and pigments that are beneath it.
“We put two deep red panels into a machine that simulated 3,000 hours of outdoor wind and rain and weather. At the end of it, the panel that had not been coated was not even pink; it was almost white. The panel that had HotCoat was still the original deep red.”
With this, a holy grail of wood-based panels becomes a reality. “This opens up great possibilities to use wood-based panels outdoors,” says Dr Hübener. “We are very optimistic that it is a suitable and sustainable system for exterior-grade panelling. There are thousands of square meters that could be produced for outside use, for example for decking to replace solid wood.”
The variety of surface finishes it can be given only adds to that potential. It ranges from ultra-high gloss for kitchen worktops or walling to any degree of matt or supermatt for non-slip surfaces – which makes it ideal for steps and stairs and for temporary or permanent sports areas, either indoor or outside," continues Dr Hübener.
“Anti-slip regulations for flooring are becoming increasingly strict, especially in the UK. Surfaces that prevent slipping when they are wet, such as in rain, require a different texture from those giving antislip in dry conditions. HotCoat can provide both.”
"The haptic world of surface and texture becomes increasingly complex and sophisticated.
"It can be used on alternative materials such as compact board, or cement-fibre panels. Combine HotCoat technology with digital printing, for which it is a perfect protective match, and the possibilities increase still further.
"Flooring may be a particularly good application, and that is a much bigger market than high-gloss for furniture. There is a general principle that anyone doing digital printing has to protect it and that principle is especially true in flooring. There are many other applications that we are starting to look into.
“Here is a list of what people want from a panel: resistance, to water, weather and to wear; a ‘natural’ appearance, and a ‘warm’ feel and look. Hot coating can give all of these. It is naturally a ‘warm’ material.”
Dr Hübener demonstrates this in a way that I would not have thought of. “The typical sound of laminate flooring, say of someone walking in heels across it, is a knock. But rap your knuckles on a sample of panel that has been hot-coated and it sounds softer, quieter, less brittle.” He does exactly that, and proves his point.
“That is why vinyl has been so successful as a flooring material in the past: it is softer,” says Dr Hübener. “But hot coating has softness as an inherent characteristic. It is unbeatably flexible. You cannot crack it, even if you bend it through 180 degrees. Yet it is still hard-wearing.
"That flexibility allows it to transform cork, for example, into a hard-wearing flooring material. The protective layer will not lose its integrity under impacts of high heels or abrasion; it is flexible enough to absorb them. “It is a chemical fact that polyurethane is the most flexible thing you can have,” he says.
Which of course is one of the properties that gives it uses in deep in-register embossing. “We can emboss a texture into the hot-coating, just after the application roller, while it is still warm and in its thermoplastic state; and we can impress any texture into it without it cracking. Coating technology until now has always struggled with this. Lacquers have always been either too brittle or too weak.”
Much psychology is involved in the way the human eye perceives things and in the way that human fingers feel things; and Kleiberit has invested much research and thought into identifying the embossed textures that are most satisfying to hand and eye.
Wood-grain, for example, can be simulated either by flat surfaces with raised lines of lacquer fixed upon them, or by a flat lacquered surface with embossed lines indented into it. The latter appears far more natural to the human eye – which is fortunate as it requires by far the simpler technology.
Similarly, given the new ability to emboss patterns to any degree of depth or shallowness through the HotCoat lacquer without breaking it, Kleiberit has researched the most natural-looking depths of embossing. “There is a trend towards nature in flooring,” says Dr Hübener. “And nature is generally matt.” Exactly how matt is again something that Kleiberit has researched. Around 80 microns seems best to simulate the grain of sanded natural oak.
“See it, touch it, feel it. That is the unique selling point of this technology. For kitchens, people want a super-smooth feel, but a super-matt look. We can now achieve that with our technology. And both high gloss and super-matt are proof against fingerprint marks.”
Happily for panel producers, the Hot-Coat technology allows them to switch from gloss to matt in 10 minutes or less. The application machinery is compact and is easily added to the end of a production line – preferably immediately after it, while the board is still warm from the press.
There are four basic stages in the process. The panel with its décor paper is preheated.
The hot-coating is applied, by roller or spray nozzle, at a temperature of 130oC and some of it penetrates the decor paper to the panel beneath. The board passes to the next unit, where a UV lamp cures the top of the lacquer layer but leaves the underside of it, next to the board, still tacky and flexible enough to take the embossing, which is the next and final stage. Panels leaving the embossing rollers are hard enough to be sanded or drilled within 24 hours; they achieve their final degree of resistance within seven days.
It is not hard to see why hot-coating may be the next must-have for panel producers. “Acceptance of hot-coating came with that very first line that we installed, for Kostamonu," says Dr Hübener. When they announced at Ligna that they were buying a second line, with the same technology, we were naturally pleased. Actions speak louder than words. Turkey is a very competitive market, and for the past four or five years our technology has proved itself there.” It seems that in HotCoat, Kleiberit has a winner on its hands.
Schelling – Local and Global
In Austria a company that has brought new standards of cutting technology to the panel business celebrated an important anniversary.
The Austrian sawing technology company, Schelling Anlagenbau GmbH, is based in the Vorarlberg region in the extreme west of the country, touching Lake Constance and Switzerland. Schelling shares at least two things in common with Swiss company Steinemann, which also almost borders that lake: Both are the benchmark suppliers for the panel industry of their respective expertise; and both celebrated their 100th anniversaries this year.
For Schelling, the expertise is in saws and sawing equipment and the centenary date was October 20th. The venue for the celebration of that anniversary was the stage of the local festival hall. Company employees and local dignitaries, together with Schelling managing directors Wolfgang Rohner and Stefan Gritsch, looked back at mutual accomplishments of the company; and forward to toast a common future.
The focus of the evening was placed squarely on the Schelling employees – who after all, as was pointed out, make up the foundation of the company’s success.
Today Schelling is the leader in cut-to-size sawing solutions for a variety of industries: the wood based panels industry being not least among them. Renowned brands from all corners of the world - including, just as an example, IKEA – are part of the Schelling client base.
The Schelling story began in the picturesque village of Schwarzach, in 1917, where founder Georg Schelling started to offer repair services to the local whetstone factories and saw mills. Since that time, the company has transformed itself into a global leader in advanced cut-to-size technology, employing a total of 500 people, more than a quarter of whom are engineers.
In 1945 the company began series production of woodworking machines. For many years, the Schelling product portfolio was strongly focused on stationary woodworking machines. It made combination machines for cutting, moulding & drilling, as well as surface planers and thicknessers. 1958 saw the first machine in which it was the saw blade, rather than the wood, which moved. In the 1960s, Schelling developed the concept of the pressure beam saw.
The first automated large cut-to-size board dividing plant, for a Dutch company, came in 1968; and in 1971 Schelling introduced computer control. Saws with graphical operator guidance and moving images on a screen came in the 1980s.
In all of these Schelling says it was the pioneer. “We don't follow trends, we make them” says Wolfgang Rohner. “Almost of their own volition, new ideas are born.” That last may be an over-simplification. Schelling is an unflinching researcher and developer, and it is out of that atmosphere and that environment that the ideas originate and are nurtured to reality.
“Of course, some of the new ideas take sweat, dedication and years until a breakthrough is achieved,” says Mr Rohner.
“We design machines and new solutions together with our customers. In practice this means we can recognise what is really needed and what can simplify the work in future and increase productivity.”
Today, Schelling says it is the leader in cutto- size and precision cutting for panels. Its portfolio spans the range, from sophisticated machines and fully-automatic plants for cutting many different panel-type materials, to advanced solutions for automatic handling of raw materials as well as finished components. Complimenting these are software solutions for management of flexible board storage systems and for optimisation of raw materials.
Still based in Schwarzach and still with the philosophy and standards which its heritage entails, Schelling is nevertheless now global. It operates in 10 locations in nine countries.
Besides Austria, it is in China, UK, Italy, Poland, Russia, Slovakia, Singapore and the US. Subsidiaries around the world provide qualified service- and spare-part support, and product and application training, as well as highly specialised retro-fit services in order to maximise the lifetime and productivity of Schelling sawing solutions.
At the centenary celebrations, Markus Wallner, Governor of the local Vorarlberg region, described Schelling as a shining example of the Vorarlberg spirit of quality, know-how and innovation.
He especially commented on Schelling’s strong contribution to the local community and its people, and on how it has helped to secure the region's future by its emphasis on education and skill-development amongst the young generation of employees. A total of 41 apprentices in various disciplines speaks for itself. What has been good for the Vorarlberg region has also been good for the panel industry. Over and over again the Schelling team says it has proved its capability to accomplish great things together.
Steinemann – Knowledge of Sanding
Steinemann, headquartered in St Gallen in Switzerland between Lake Constance and the Appenzell Alps, epitomises the Swiss reputation for precision and quality. Swiss innovation and a presence around the world make its sanding expertise the benchmark in the panel industry
There has been lots of change since last year, says Markus Muller, vice-president and sales and marketing manager of Steinemann, as he greeted me on my return visit. He is partly right: a year ago the emphasis had been on machines.
This year, the sanding belts that run on them have acquired equal prominence in what Steinemann wants to tell the world. But one thing had not changed: the real focus at Steinemann is neither on machines nor belts, but on the customer and the product that the customer really desires – a properly-sanded panel.
Steinemann is of course the household name in sanding machines, but its own outlook is wider and greater than that. “Customers are recognising that our product is not just sanding machines. We and they are investing in expertise and also in telling the customer how to adjust the sanding machines, how to extend their belt lifetime, how to get the best end result from the entire sanding process.”
“Our knowledge is of that whole process, not just in building the machines. So the belt, the pressures, the operating speeds – all these are part of it. The best machine in the world will not deliver properly sanded products if it is badly set up or operated,” he said.
“It is important that the customer has proper quality at the end of the sanding process. At the end of the day, that quality is what we are selling. So we go to him, we check, we see if he has the right pressures and set-up on the machines.
We focus on making the best machines; but we focus even more on service to the customer.”
What is really being sold is knowledge: “Of course we train the customer’s operators when we first sell a machine; but things change over time since initial training courses; knowledge can get lost.”
They hate that at Steinemann. “This week we had a symposium in South-East Asia; We and staff from our office in Malaysia held a two-day training session for our clients there. We shall be holding another in Brazil next week, with 75 attendees – all to make sure the knowledge remains and is not lost.”
And knowledge is also supplied on an ongoing basis: “Three weeks ago I received a large package from South America. A client there had sent us some samples of its panels. I will look at it under the tomograph and check and see how they can improve the finish on it.” Tomography examines cross-sections using X-rays or ultrasound.
“So people are happy,” says Mr Müller. “Now we are also giving support to our customers on their sanding belts and focussing on that, to set them right to give a longer lifetime.”
There are balances to be made. “Some customers have experienced too rough a product but good lifetimes for their belts. You can make the end-product smoother, but then the lifetime goes down.”
Can you have both? Steinemann is working on it.
“The raw material that goes into a panel makes a difference. In Italy, panels are made of 90% recycled wood. In Germany the proportion is 20-25%; in Sweden it is 5-10%. This has a huge influence on the sanding process.
For example, metal contaminants destroy the sanding belt. The customer complains, but the problem is not with the sander but with small metal particles in the surface of the panel. Recycled particles may contain them, virgin ones will not. So it is our job to find a solution.”
That solution might turn out to be different specialised belts for recycled and for virgin wood panels.
“So a lot of information is embedded in the surface of the panel. We will be thinking of a higher product range to cope with that difference.”
“We have had good results this year. Customers who have changed to ordering their belts from us have been re-ordering, also from us, so that is good news.”
I learned other things about sanding belts when being shown round the Steinemann workshop. Belts with paper backing are not as strong as those that use fibre, but they are smoother; the join where the two ends of the paper strip come together to make the loop is imperceptible.
Belts with fibre backing have a discernible ridge at the join and that can affect the sanded surface.
Grit density has a huge influence on lifetime and quality; so too does sanding pressure. “We are working with universities to find the optimum parameters for these under different conditions.”
Returning to the machines that Steinemann makes, changes are coming here too. “We are working on two prototypes for the coming year. The benchmark of quality is our current machine, but with higher automation added. We call it TSQ, which stands for Total Service Quality. We presented it at Ligna this year. It will be available in 2018.” With it goes the automation and quality control software which Steinemann is calling BQT – the Board Quality Cockpit. It examines the whole production process.
Taking data from adjacent machines in the line – thickness measurers, handling systems and the like – and accumulating that data over time, it stores all the production information and analyses it to suggest to the operator exactly what he should do to maintain surface quality of the panel.
“It does not take autonomy away from the operator. We recognise the value of the knowledge held by a skilled operator, who may have decades of experience at his job, and we respect that knowledge. Again, we want to combine our knowledge with the customer’s knowledge, and we learn from his knowledge. The operator can still do what he wants to do, but at the end of the day, when the manager compares what he did and what BQT suggested he should do, he can advise accordingly.”
After-sales attention can come in the form of a customer audit. “At the end of a customer audit he will get a 30-page document. One audit said, for example, that sanding marks are increasing. Adjust the machine in this way, and the marks will decrease again. We saw the potential improvement and the customer was pleased.”
In the workshops the machines are built up around the core component, the drum. Steinemann is proud of the way the workshop is managed. Tool stations contain every tool and component that an engineer will need for just that job, and no others. “All is properly in place, there is no searching around for tools or parts.”
Assembly starts with the drum, the core of the machine, and proceeds to add elements around it. “The drum is the heart of it. If it is unstable or unbalanced, it will give shadow marks. A drum weighing 1.6 tonnes is balanced down to five grammes. That is really high precision.”
Shadow marks are a particular issue.
“They only become apparent after production, when you inspect the panel carefully under good light. You do not see them when the panel is in production because the line is moving too fast. But we are building a prototype machine this year, for a German company, that will be able to spot them at that stage. It will be one part of BQC.
“We put a special coating called Archtec on the surface of the drums. It makes them up to four times as stiff and hard as normal, and increases their lifetime as well.” Reconditioning of drums is also part of the Steinemann service.
“After reconditioning, the drum will be as good as new. We can give a two-year guarantee. A recent customer could not believe that we could do so: before he came to us he had been replacing bearings every six months.
"In July this year, Steinemann celebrated its one 100th anniversary. We held an open door day. Children and former employees came and saw the big machines and we explained what we do. One former employee came who was 75 years old. He was amazed at what we are doing now.”
With some reason, I think.
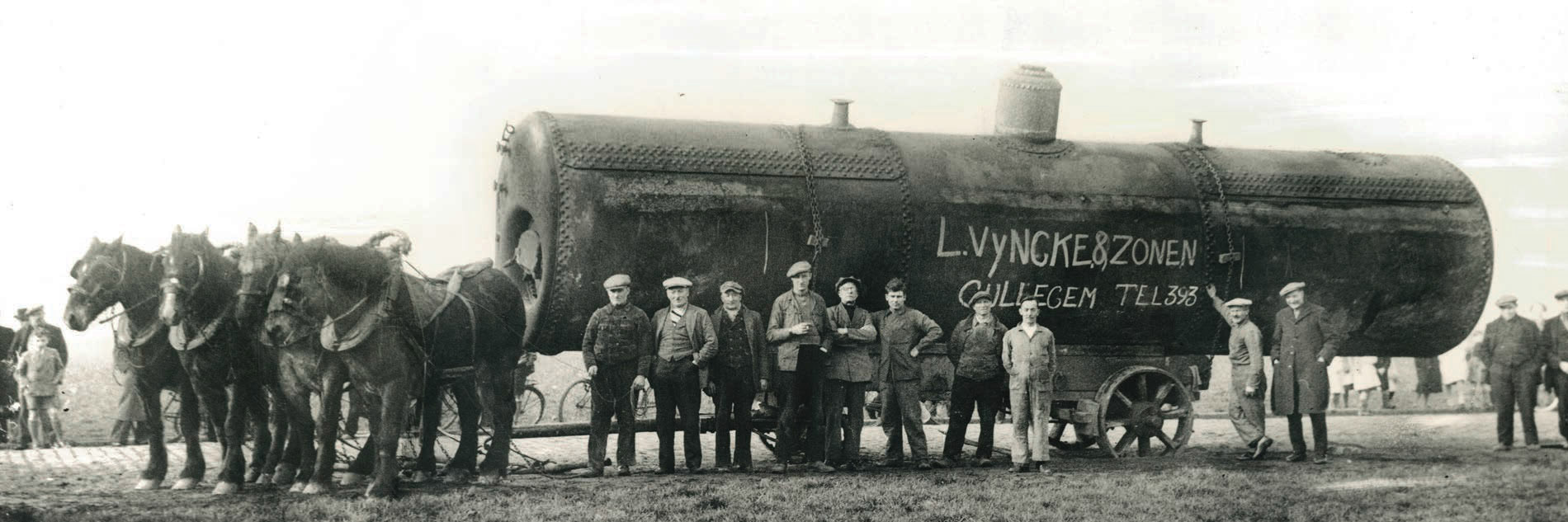
Vyncke – Belgian Combustion Experts Burning to go
Vyncke is the company many panel producers turn to for on-site power for their plants. WBPI visited the specialist in turning waste to energy at its Belgian headquarters and found it proud of its past and talking of new fuels for the future Welcome. You are now entering Vynckeland, says a sign above the door of Vyncke’s extremely smart headquarters in Harelbeke in Flanders, Belgium.
Inside, the building is wonderfully high tech, but the past has not been forgotten. There are mementos of the company’s history in the form of giant steam engine cylinders, with flywheels the height of man. Vintage overhead cranes dangle iron loads next to the sofas in the waiting areas.
The building itself was originally a 19thcentury railway shed from a nearby town, painstakingly dismantled and moved here, in the time of the first Vyncke generation, to be, at that time, an economical way of constructing a workshop.
Vyncke was started in 1912 by Louis Vyncke, a blacksmith. This part of Flanders was a flax-growing area, and was rapidly mechanising and industrialising the turning of flax into textiles – a process that required soaking the flax in hot water and hence the use of increasingly-large boilers. In those days, boilers were not welded, but held together with rivets. Vyncke the Elder found his blacksmithing skills much in demand for repairing and re-riveting steam boilers.
His breakthrough came in devising the business model that underpins Vyncke to this day. When the useful fibres in flax stalks have been turned to textiles, waste in the form of woody shives is left over. Louis Vyncke adapted the fireboxes of boilers he was repairing to burn them as fuel. Coal, then as now, was expensive. Flax shives were going for nothing. Here was a free resource, readily and locally available, that could be turned into energy for the industry that had produced it.
Thus purchase costs, transport costs and disposal costs were reduced to nothing, almost at a stroke. It was energy efficiency way ahead of its time.
A hundred years and four generations of Vyncke family ownership down the line, Vyncke says it sets the standard worldwide for supplying energy to panel plants using the waste wood by-products of these plants as fuel. It ticks all the energy and cost efficiency boxes that it did in 1912, as well as the CO2 emissions-friendly ones of today – and all of this about 100 years before 'Kyoto' was even thought of. One can only marvel at the first Vyncke’s foresight.
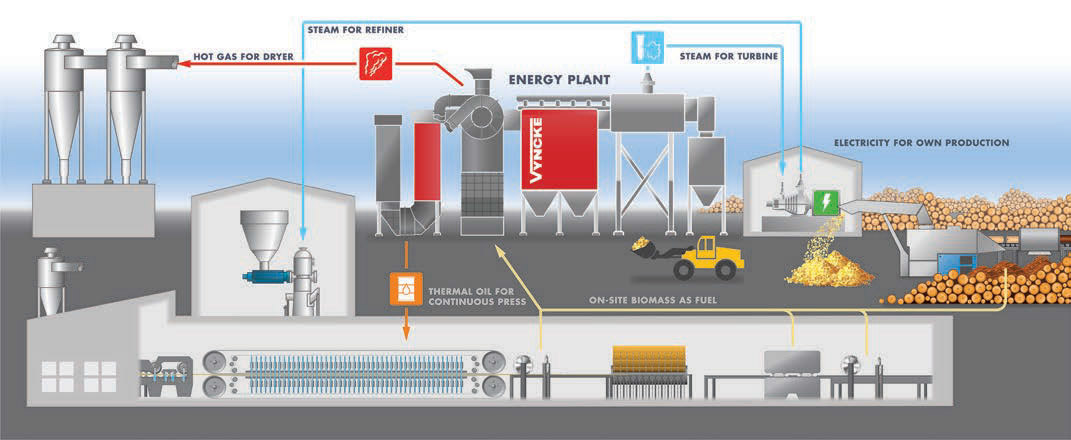
"That same thing is just what we do today," says Stefaan Lauwers, Vyncke’s chief operating officer. “We turn waste flows into energy flows. The waste at present for the panel industry can be bark, trimmings, sawdust. The energy can be in any or all of the forms that a panel mill requires: steam for electricity generation, hot gas for dryers, thermal oil for presses and so on. And all this from a single combustion plant on-site.”
As a model for the circular economy it could hardly be bettered.
“The advantages of such a model are less dependency on oil or gas process; less dependency on government fuel subsidies and incentives; and much more self-sufficiency in the way that the plant is run,” he says.
The second generation Vyncke, Michael, who took over from his father in 1940, took the first steps in designing boilers rather than converting them; the third, Dirk Vyncke who ran the company from 1972 to 2002, set it on course to become a global rather than a local player.
“He had an ambition to visit every country in the world – which he nearly succeeded in – and if possible to get a Vyncke combustion unit there as well,” says Mr Lauwers. The current, fourth, generation, of brothers, Peter and Dieter Vyncke, who are joint CEOs, have set it to producing more than mere combustion plants. Nowadays big industrial energy sites are what Vynke produces. "We don’t want just to be present in every country in the world, we want to be the standard in every country, against which others are judged,” says Mr Lauwers. And proudly, on the cover of the book of its achievements, which the company produces biennially, is the symbol of “Entrepreneur of the Year”: an award Vyncke won in 2016 in recognition of those efforts. As a global organisation, it has manufacturing plants in the Czech Republic and in China, with offices in Germany, Brazil and Bangkok. The Belgian headquarters also functions as a logistics centre.
“Water-cooled combustion grates and feed systems are our core technology,” says Mr Lauwers. “We design and make these ourselves. Ancillary equipment such as fans, heat exchangers and the like are supplied by partners, frequently in the country where the plant is to be installed. It makes little sense to import such items into, say Brazil, when skilled local players who can manufacture them are near at hand.”
In 2016 the company’s turnover was just shy of €100m. Six percent of that turnover comes from Belgium, 32% from Europe, and 62% from outside the EU. It has a worldwide staff of 335. They are called “Vynckeneers.” “It is because we are like a family,” says Mr Lauwers. “The staff are our main asset. We take care of our people.”
There is a Flemish word “Jeunen” which has no exact equivalent in English. Comradeship, achievement together, teamwork while retaining your own individuality – these perhaps come close. “But 'Juenen' expresses our philosophy. When our core values of Authenticity, Alignment and Ambition come together, when at the end of the day I have achieved an ambitious goal with my colleagues while still being my individual self – that is jeunen,” says Mr Lauwers.
“Vyncke is involved in food and agriculture, renewables and other industries; but some 30% of our business is with wood based panels, so that is a very important part of what we do. The concept of using your own industry waste has been there from the start in the wood based panel industry. It is almost embedded in the standard industry model. It is much less standard in food preparation and agriculture. But we have been successfully introducing the concept to those areas.”
For each industry, Vyncke tries to find a waste-product fuel that can power it. “Other industries produce waste with some very difficult properties when it comes to combustion. The ashes they produce, the emissions, and the furnace-feeding technologies for them can cause many problems. Solving them, we can feed back the solutions into wood based panel plants.”
“We see ourselves as fire-makers. Harnessing energy through combustion is what we do for a living.”
The dynamic, water-cooled step grate is at the heart of Vyncke’s combustion technology.
“It can cope with such problematic fuels, and produce hot water, steam, hot thermal oil, and hot gases in whatever combination that running the plant requires. We have moved far from the concept of boilers producing only steam. Today we make 'Multimedia Plants', because panel mills need those multiple forms of energy and we can source them all from combustion in one energy plant. So we can handle all the different waste flows and transform them to all the different energy forms.” Outputs can be anything from one to 100MW, according to the customer’s needs.
Vyncke is currently building energy plants for Kronospan in Bulgaria, for Placos do Brasil in South America (see Focus on Latin America, WBPI October 2017) – the latter a 65MW plant, with start-up early in 2018. In Brazil they have also recently completed plants for Berneck (55.MW) and Guarapes (57MW).
“Both are working well,” says Mr Lauwers, “and that led to the Placos do Brasil order.” A 43MW plant for Finsa in Portugal is currently under erection – “our third plant for Finsa, so we are very happy to have repeat orders” - and one for Pflederer in Germany. “We commissioned a plant in Poland for them; they have just asked for a 49MW plant to power a new dryer for an existing plant. We recently sold a fifth project to Ikea, in Lithuania. And we are upgrading the out-of-commission line that Kastamonu has recently bought and is re-activating at Pomposa in Italy (see WBPI MDF survey part 1, October 2017).” He does not stop the list there.
“There is again a fifth repeat order for Vanachai in Thailand, this one for an MDF line at Surat Thani. That will be a 250MW combined thermal and power unit on site, which is not at all small. And in Vietnam we recently commissioned a 37MW unit for VRG Qung Tri, which again has started successfully and has lead to a second project. So we have a long list of current projects in various stages of completion.
We work on around 40 projects a year.” “Know thy customer” is another Vyncke motto. “We are not making energy plants for ourselves.” Which fits in neatly with Vyncke’s membership of the Panel Alliance.
Many of the projects that Lauwers has listed see Vinke participating as a member of the Panel Alliance – five companies, with different areas of expertise, who have come together to provide a “pick and mix” package for clients who want more flexibility than can come from an off the-shelf plant from one of the major whole-plant suppliers. “We are experts in our domain – we are fire makers. Other companies in the Alliance are expert in their activities – driers, presses, conveyor technology.
So we came together to form the Panel Alliance; as single independent companies within the alliance we can give the customer choices: he can chose some of all our expertises, to supply an entire plant, or he can use local companies that he knows for some elements if her prefers. Our belief is that our clients are themselves also specialists in what they produce, so they may have their own ideas and wishes. We can therefore customise what we offer; they don’t have to have a full line from us. If they prefer They can select only the components and expertises that they wish. But they do get the advantage of a single point of contact, and, just as important, a single guarantee that covers all the equipment supplied by the Alliance. We can remove the hassle of dealing with several companies for machines that ultimately depend on each other to produce a system that works and produces properly.”
Flexibility will be important, because needs are changing. This is especially true of fuel needs. “Fuels are getting more and more complex” says Lauwers. “We see this as an emerging trend throughout the panels industry. Twenty years ago when I started, fuel for panel plants was all waste virgin wood – the off-cuts, barks and branches that could not be used to make panels. Then recycled wood began to be a component of panels – first 10%, then 20% and 30% until now we have panels from 100% recycled wood.
The recycled wood of course is cleaned; not all of it can be used for panels; so now there are waste streams of recycled wood which has been rejected by the sifters, some of it quite heavily contaminated. Burning this for energy is a very challenging issue. It has to be done efficiently and safely with good emission control. What we can offer is long-term experience with difficult fuels; our work with the agro industries has given us this.
So we have the expertise to tackle these problems, which is going to be a definite advantage in the wood-based panels industry in the coming years. More and more of these fuels are coming to the fore.
“A second trend is that biomass, which today is often seen as waste, is becoming a raw material again. The small branches, the twigs, even the bark, which used to be considered waste, are now being used as a component, for example for OSB or particleboard. Even woodchip and sawdust are being recognised as too valuable to burn. So the energy balance for wood based panel plants is changing; they will no longer be self-sufficient in fuel supply, and plants that want to remain economic will have to turn to other fuels. It is happening already. We have converted one Asian plant that was burning woodchip to run on bagasse and rice husk. These are materials that are locally available, and cheap. They are bought in from nearby agricultural operations, for whom they are waste; it is cheaper than importing woodchip.” Notice the similarity with great-great-grandfather Louis’s insight about flax hives? “And this is a trend that will continue.
“The energy balance is not what it was, and is never perfect. Plants typically have a deficit of fuel. They typically address this by buying bark chip, but this will become too expensive. So they are looking at burning agro-waste. It works, we know how to deal with it, and we believe that in future more and more plants will be interested. We no longer talk about biomass as fuel, but as real industrial or commercial waste product as the stuff that we burn. These are the fuels of the future.“
As he puts it, “Fire is in our blood.”