3-D Density structure of panels produced in a single pressing process
24 May 2011Use of special 3-D structures in sandwich constructions, such as corrugated board or other lightweight panels, is well-known. However until now, no technology could produce such engineered structures in a full core material in a one-press process. Now Dascanova Technology says it can offer new possibilities in the production of materials such as fibreboard or particleboard.
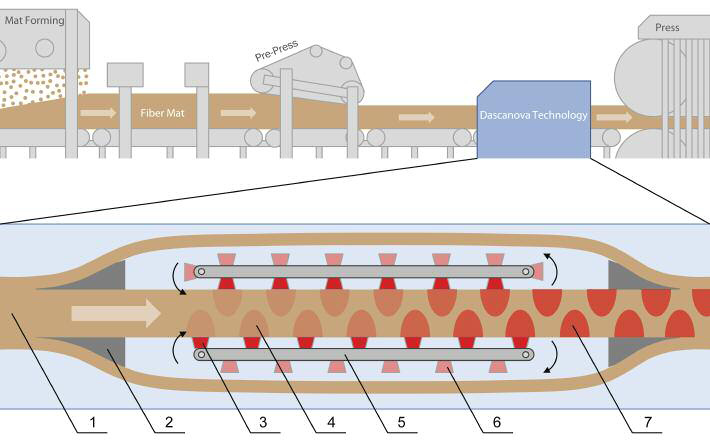
Through the 3-D structure, with higher density in the board’s core, which bonds together the surface layers, a strong load bearing structure can be produce (figure 1), says Dascanova.
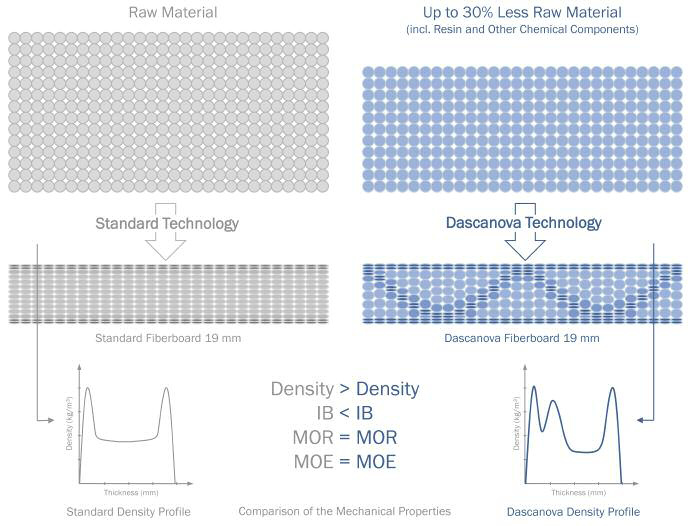
Due to the higher mechanical properties of such a density arrangement, a significant amount of raw material (including resin) could be saved in the low density zones in the wavelike structure, it says: The first Finite Elements Method (FEM) simulations carried out at Louisiana State University and the Technical University in Zvolen, Slovakia, showed potential raw material savings of up to 30% at a reasonable density difference, between 600kg/m3 and 400kg/m3, it claims.
The higher the density differences between loading structure and the rest of the board, the higher the material savings potential in comparison to standard material.
Guiding principle
The basic principle for saving raw material is the different behaviour of particles using variable modification, explains the company.
Dascanova Technology modified the compressibility of particles before pressing the final board. In comparison to standard technologies, where only surfaces result in higher density areas, Dascanova Technology found it can produce the higher density in every section, the ideal construction form being the triangular, or wave, structure.
“The biggest difference in comparison to standard technology is up to 30% less raw material (including resin and other chemical components) needed for producing Dascanova fibreboard with the same mechanical properties compared to standard fibreboard, but also with improved internal bond strength (IB), due to this special internal structure,said Martin Denesi of Dascanova, who is based in Vienna, Austria.
“The structural difference can be observed in the density profile. Standard fibreboard contains almost homogeneous density in the middle of the board and higher densities on the surfaces, while the vertical density profile of Dascanova fibreboard changes across the entire board, because the density is distributed in each direction.”
Dascanova’s technology
This original technology (patents pending) is comprised of methods which change the resistance of elements against pressure.
One possible method to produce a Dascanova Fibreboard in a one-press process is to use a system of heating sources for local pre-hardening of selected particle mass areas. In this method, a number of separated energy sources use heat, steam application or injection of additional hardener for modification.
“The whole system is synchronised with the material feed speed and could change the selected inner surface mat areas with additional energy or liquid application. This causes local pre-hardening, or full hardening, of chosen particles. The rest of the mat stays unmodified,explained Mr Denesi.
“In the following step of pressing, unmodified areas will be compressed significantly more due to the loose nature of particles in comparison to pre-hardened areas.
“Finally, the same 3-D arrangement of the density structure will be achieved in the Dascanova Fibreboard,he added.
“Positive environmental impact is guaranteed due to lower raw material input, reduced production emissions and decreased transport and environmental load,said Mr Denesi. “An internal document calculated by an Austrian institute shows potential for reducing CO2 and other environmentally-relevant parameters by up to around 40% by using this Dascanova Technology.”
Dascanova research project
The basic idea to save material when producing wood based panels was born in the US in summer, 2008. After about one year, the developed idea began undergoing intensive research at BOKU University in Vienna.
“Based on positive pilot test results, the project obtained its first research funding, of €100,000, from the Tech2b Business Incubator in Linz, Austria in October, 2009,said Mr Denesi. “In the following year, Dascanova was awarded its High-Tech Discovery Prize (€200,000) from AWS, the Austrian Federal Ministry of Economy, Family and Youth.
In addition, Dascanova Technology was awarded two international research prizes with a focus on innovative wood and wood based products: the Collano Nolax Incentive Prize 2010, of Switzerland; and Josef-Umdasch Research Prize 2010, of Austria.
The development and marketing of the new technology is being coordinated by three experts (photo below) who have research and business experience in Germany, Austria, North America, Switzerland and Slovakia and are currently based in Vienna and Linz.
Additional strong supporting organizations and partners of Dascanova research are, for example, ETH Zurich and Krono Schweiz AG from Switzerland, as well as BOKU in Vienna, Wood K Plus, Linz and the Technical University in Zvolen.