X-Ray vision
29 May 2020X-ray systems for inspection and measuring tasks have been prevalent in wood-based panel production for many years. However, as Konrad Solbrig, head of technology wood-based composites at Germany-based EWS reports, the latest research and development enables new systems with innovative features to meet the increasing requirements.
Electronic Wood Systems (EWS) offers a complete range of quality inspection systems for the wood-based panel industry. After introduction of the new flagship device EcoScan for mat inspection (area weight gauging and foreign body detection) and its installation in several plants, we have gained good practical experience with the performance in MDF and OSB forming lines.
EcoScan marked substantial progress in the field of X-ray measuring technology for wood-based panel production and was developed on the basis of other X-ray systems employing the Multi Energy technology as a key feature. For particleboard production, EWS equips the forming and press line with modern X-ray measuring technology and further devices suited to the individual requirements.
Numerous installations in new and existing production lines have helped the customer to optimise the process and quality.
But what is the fundamental point in the development of X-ray technology and what are relevant parameters for the customer?
The application of X-rays for industrial inspection and measuring is comparable to photography by digital cameras to some extent. Taking good photographs is a question of, for example, direct and diffuse lighting, nature and distance of the objects as well as the camera aperture setting and sensor sensitivity. Regarding X-ray imaging and measurement, there are analogies to photography, helping to understand capable and reliable X-ray technology applications in the wood-based panel industry.
The same applies to medical X-ray imaging, where inappropriate configurations of the X-ray devices prevent the radiologist from identifying relevant details in the radiographs of human body areas. Here, wrong exposure (too weak/strong direct light or X-rays) as well as too much diffuse light or scattered X-rays causes poor image quality in terms of brightness, contrast, and sharpness.
Regarding X-ray systems for inspection and measurement of mat and panel parameters, there are two main aspects of the devices to be pointed out here – X-ray energy and detector sensitivity, both of which take the nature of the material under investigation into account. This is the brief conclusion of comprehensive research in this field. The explicit consideration of the physical background is essential for the achievable accuracy and precision of X-ray measuring devices. Consequently, practice oriented development along with experience of industrial-suited system design resulted in such modern X-ray systems for panel production.
The different X-ray systems follow similar principles but feature individual designs in order to fulfil the various tasks and to meet the challenging requirements in panel production. The detection of metal and non-metal foreign bodies in the mat before the hot-press by means of X-rays is a first example for an imaging method that is analogous with both photography and radiography.
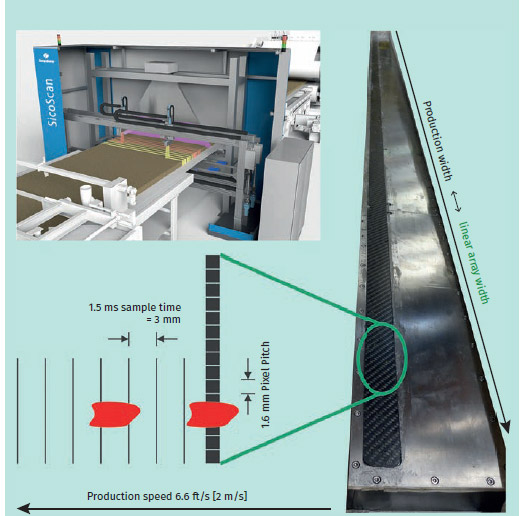
The foreign body detection (FBD) device as part of the EcoScan X-ray system evaluates the continuously acquired X-ray images by an intelligent algorithm under consideration of common signal variation and regular mat inhomogeneity to avoid false detections. Up to three detection levels can be set manually or via recipe. The image acquisition of the EcoScan FBD is performed by a scanning linear array sensor, which is a line camera sensitive to X-rays as shown in Figure 5.
A high spatial resolution is realised by a small pixel size and pitch (1.6mm across) as well as a fast sensor read-out repetition rate (1.5ms sample time resulting in <3mm along the mat depending on speed). For reliable foreign body detection, a certain pixel coverage by the considered object is required in order to provide a good contrast in the X-ray image. However, a high detection resolution is furthermore attributed to optimised X-ray energy and sensitivity of the sensor elements in the linear array.
For foreign body detection, high X-ray power is required in order to obtain a sufficiently high radiation intensity on the imaging sensors owing to the large distance between radiation source and detector line, the wide extent of the fan beam to cover the complete mat width as well as the short sample time (comparable to bright light for short camera exposure time). Such high radiation power causes, however, further technical effort to make the X-ray system industrial-suited with a high availability of the FBD device in the panel production line.
On the contrary, the consequent expenses are not required for area weight gauges, which feature a different design and should be operated which much lower X-ray power. It is comparable to photography, where too bright light and over-exposure result in bad images with hidden details. Note, a good foreign body detection device is a poor system for area weight gauging and vice versa.
For area weight and density measurement on wood-based composite mats and panels, individual X-ray energy adaption is considered as the key feature and only works with respective detectors in co-ordination with further measuring parameters. A first example is the density profile measurement vertical to the panel plane by means of the laboratory X-ray device DENSE-LABX on small specimens. The device is well-designed for most of the conventional wood-based panels, MDF, particleboard, OSB, and other with densities in the range 300-1,500kg/m3 [18.7-93.6lb/cft].
However, it was found that lighter material such as lignocellulosic-fibre insulation board or foamed plastics require an enhancement of the internal X-ray system considering aforementioned physics in order to obtain appropriate measuring accuracy of the considered profiles in the density range 50-350kg/m3 [3.1-21.8lb/cft]. Accordingly, a low-energy version was developed and introduced as DENSE-LABX light (Figure 1).
Beyond the X-ray technology adaptions, it comes with the well-established features of the standard device. Here, it was only logical to create individual devices either for standard or for light panels in order to maintain a lean system design and not to result in an expensive all-in-one solution. However, in modern panel production lines with wide product ranges regarding thickness, density, and area weight such all-in-one solutions are required with respect to the inline measuring systems.
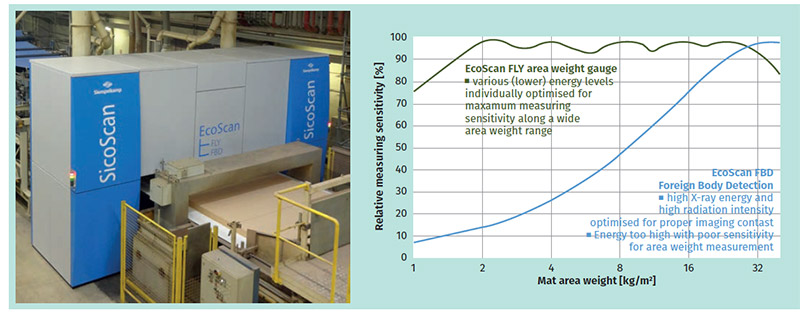
Here, X-ray gauges must be capable of providing equivalently high accuracy and precision along the total range. To this end, the MultiEnergy technology was developed by EWS and employed in the X-ray systems MASS-SCAN X ME (traversing area weight gauge in the forming line and for insulation boards, Figure 2) and CONTI-SCALE X ME (continuous panel scale with minimum space requirement after the cross-cut saws, Figure 3).
Regardless of the obviously different set-ups, both devices utilise low-power X-ray units, sensitive high-speed detectors, and similar internal procedures for calibration, measuring signal evaluation as well as measuring parameter setting via recipe data.
By means of the MultiEnergy Technology, the X-ray parameters are fully automatic adapted to the current mat or panel properties resulting in a consistently high measuring resolution of ±0.6-0.8% of the measured area weight.
Beyond that, some more performance is required especially in fast production lines for thin MDF down to 1.5mm panel thickness. Here, the high-precision area weight gauge EcoScan FLY with the self-adjusting flying measuring heads as part of the EcoScan system in the forming line proceeds with the development and exhausts the possibilities of X-ray physics.
The EcoScan FLY employs the advanced MultiEnergy Technology yielding even higher measuring resolution of ±0.5 % throughout a wide area weight range and accurate absolute values. Furthermore, an enhanced detector with shorter sample time consequently enables faster traversing of the measuring heads resulting in, for example, one cross-scan of an 8ft mat each 2.5 from the two synchronised traverses.
However, the (rather low) X-ray energies are fully automatic adapted to the measured area weight such that the relative measuring sensitivity is equivalently high along the relevant range (green plot in Figure 4) in order to yield maximum relative signal differences (X-ray measuring contrast) at small area weight variations between the measuring positions. Contrary to this, the X-ray energy level of the EcoScan FBD (blue plot in Figure 4) would be much too high with considerably decreased sensitivity for area weight gauging in the relevant range, since its parameters are optimised for high radiation intensity and proper imaging contrast for foreign body detection.
To conclude the fundamental point in the development of X-ray technology, it is mainly about setting appropriate X-ray parameters for the respective measuring tasks. However, the installed X-ray systems must perform this autonomously without the need of any operator action. For the customer, the X-ray systems must be evidently capable of reliably fulfilling the measuring tasks, thus, to provide the required spatial as well as measuring resolution, precision, and accuracy.
Finally, such modern inline measuring and control systems are a key factor for Industry 4.0 in wood-based panel production. The application of reliable measuring systems facilitates savings in material and energy and maintaining high panel quality.
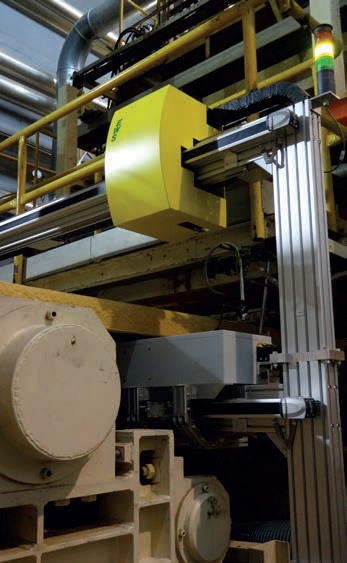 Figure 2 – Traversing area weight gauge MASS-SCAN X ME with MultiEnergy technology for various measuring tasks in panel production
Figure 2 – Traversing area weight gauge MASS-SCAN X ME with MultiEnergy technology for various measuring tasks in panel production
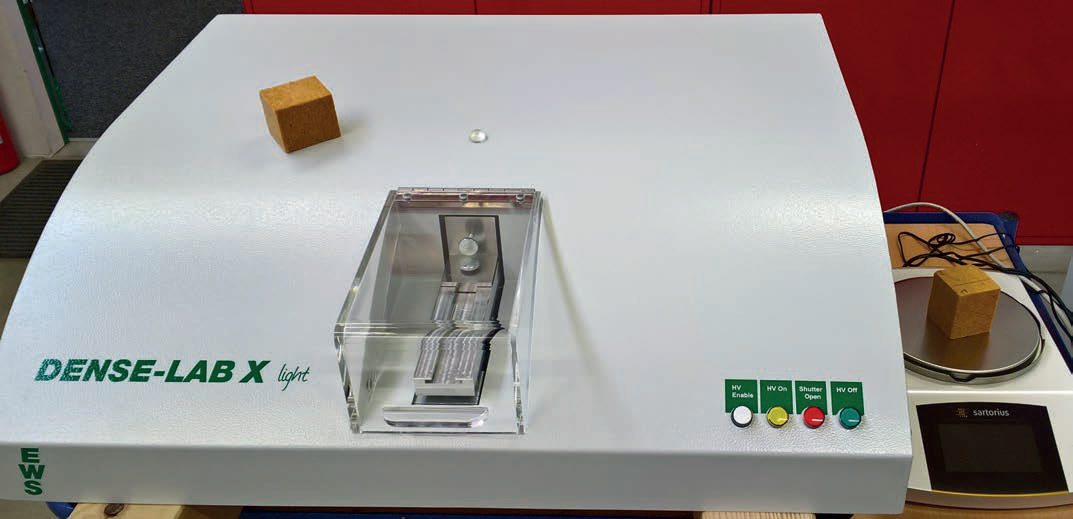 Figure 1 – laboratory density profile analyser DENSE LAB X light with optimised X-ray technology for insulation material
Figure 1 – laboratory density profile analyser DENSE LAB X light with optimised X-ray technology for insulation material
 Figure 3 – Inline panel scale CONTI-SCALE X ME for density measurement integrated with minimum spare requirements
Figure 3 – Inline panel scale CONTI-SCALE X ME for density measurement integrated with minimum spare requirements