Layer upon layer of success
24 April 2019Our guest expert is, once again, Dr Morwenna Spear of the BioComposites Centre in Bangor, North Wales, UK
Plywood is a fantastic product. The stability which is achieved by cross-laminating alternating veneers of wood has led to some amazing products over the years.
An exhibition in the Victoria & Albert Museum (V&A) in London in 2017 even celebrated this wonder material, bringing together examples of Mirror sailing dinghies, Mosquito aircraft, sewing machine cases, iconic designer chairs and many more! I thoroughly enjoyed these glimpses of history, and of optimism, which the product can bring.
The exhibition also pointed out that the poor image the phrase ‘a thin veneer’ took on in common speech came from the use of wood veneers to make products look stronger or more durable than they really were: mainly where the veneer hid cheap, poor quality wood substrate. Perhaps this is a point we should reflect on slightly, given the ongoing issue of poor quality plywood products flooding some areas of the market. There are also many very high quality products available, and reputable manufacturers, engaging in routine production control. But how do we know the difference?
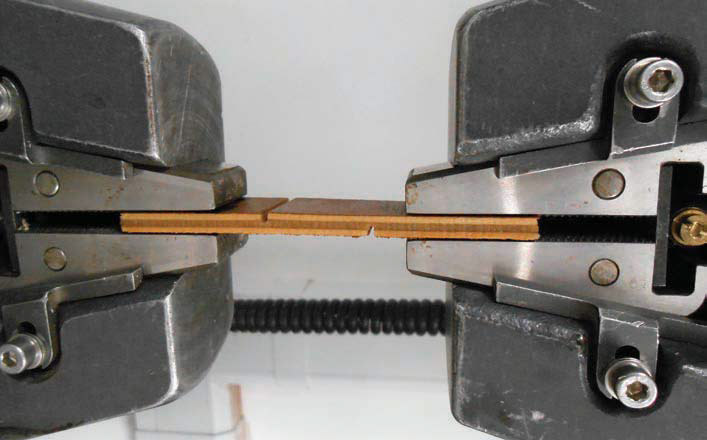
The European standard system has specifications for performance of the glue bonds, and the timber durability, for different grades of plywood. The long-trusted ‘weather and boil proof’ (WBP) product has given way to testing under EN 636. Material for use in dry conditions is marked EN 636-1, for humid conditions EN 636-2, and for wet conditions EN 636-3. In this system, the glue bond’s durability is tested by several different pre-treatments, followed by shear testing (set out in EN 314).
Many importers or wholesalers are now undertaking occasional spot-checks on material to check that the grade stamp on the product actually meets the standard. We recently held a workshop in the BioComposites Centre, purchased some material from one retailer to use for demonstration, and were alarmed by the results. The product – which was marked EN 636-2 – fell apart on boiling, let alone demonstrating any of the required shear strength. Unfortunately, this result appears to be far from unusual.
So what should an EN 636-2 compliant product achieve in testing?
This category requires the adhesion to be tested after immersion in water for 24 hours; and after a six-hour boil, followed by one hour cooling in cold water. The pre-treated material is tested wet and should give an approved combination of shear strength and percentage of cohesive wood failure. Often overlooked is the requirement that the timber used in the panel should be suitable for use in biological hazard class 1 or 2 (EN 335, either by natural durability or preservative).
The performance becomes even more exacting for EN 636-3, not least because the timber used must be suitable for biological hazard class 1, 2 or 3. The adhesive must also survive three types of pre-treatment before test. These are the 24-hour soak; the six-hour boil with one hour cold water, and either a boil-dry-boil-cold treatment, or a 72-hour boil.
The shorter boil-dry-boil-cold treatment is only permitted for phenolic adhesives, as long as occasional testing using the full-length 72-hour boil is undertaken.
Looking at the list of requirements for EN 636-3, it is easy to see why this product should command a premium. And, when selecting a plywood material for exterior use, exposed to full wetting, weather and risk factors, there should be a willingness to purchase top quality material. For these environments it really doesn’t pay to cut corners and hope for the best when manufacturing!
Routine testing by manufacturers, quality assurance schemes by third parties, and rigorous checks by wholesalers, are all part of the needed assurance to the customer. And there are some excellent products.
Only by keeping this awareness of quality, and pride in results, can we keep plywood as a material which delivers the iconic products to new generations.