Innovation is the key to the future
8 December 2011Two of the latest developments on which Dieffenbacher has focused specific attention are the development of new impact-free technology using pulsation for size-reduction of wood raw material and a new type of high-capacity pellet press.
This has been in addition, it says, to continuous development work on its core products such as blending, forming and pressing systems, including maintenance-friendly design and reduction of production costs.
Easy to install retro-fit kits have been made available too for most of these improvements, says the company.
The core component of a Dieffenbacher production line – the CPS continuous press –has a “special feature”, which is its flexible adjustability with regard to changing product requirements, says the company.
This, it says, is a valuable asset, not only while producing high quality standard board products economically, but also for the production of new, innovative products such as light board, thin board, or products using alternative raw materials.
A distinctive feature claimed for the Dieffenbacher press is the parallel press gap system. The idea is that this pressure distribution principle enables extremely small variations of the press gap in the working direction. It was originally developed for thin board production in 2006 but for the last two years this technique has been applied to all CPS presses. By the use of a predetermined offset between upper and lower press frames, an extremely equal pressure distribution is generated along the length of the press, says Dieffenbacher.
Multi-pot cylinders across the width of the press are intended to guarantee highly precise thickness distribution in the board.
The pull-back multi-pots, available in Dieffenbacher’s press since 1996, are said to have become an important asset for successful production of light board, which has gained growing importance because of the critical raw material situation.
Light board production requires pressures of less than 0.1N/mm² for a considerable proportion of the press length, advises the company, and in order to achieve this precision the heating plate levelling must be very stable, independent of the counter-pressure from the mat. The combination of standard pushing and special pulling multi-port cylinders is said to enable this result.
The company claims that another important component for the CPS is the patented double-hinge press infeed system.
This has been specifically designed for high press speeds, trouble-free degassing of the mat without blow-back and very rapid pressure build-up, resulting in high surface density and bending strength. Of course, a smooth, tight, board surface is ideally suited for direct painting, as it will significantly reduce paint consumption.
Forming precision is also vital for the production of the highest quality board, while offering the option of reducing board density, with consequent savings in wood and glue consumption. Dieffenbacher has several answers to this as it says that the numerous thin board projects it has supplied have resulted in intensive development work, specifically in fibre forming.
The spreader head with adjustable inclination is designed to allow setting of an optimum dropping height of the fibres relative to mat thickness, while specially designed spreading rolls are designed to give a very equal basic forming of the mat.
The subsequent scalper unit – in the case of thin board lines, combined with a module for perpendicular correction – shaves off only a very thin upper layer of the mat, resulting in mat precision quality enabling the production of differing board types, from light insulation board to thin board down to 1mm, claims Dieffenbacher.
For particleboard production, the customer can choose between two standard spreading systems. For standard furniture board or other basic board products made from fresh wood, there is the Classiformer roller spreader, optionally equipped with wind forming support.
For top quality furniture board, which will be subsequently fed to direct painting lines or laminated with very thin paper, the well-established wind former would be the best option, says Dieffenbacher.
For this system, a new development is now also available from the company. In the lower portion of the wind spreading chamber, a roller bed is installed instead of the previous glue lump screen. Glue lumps and other coarse contaminants travelling in the fibre are now separated with much higher efficiency, says the company.
Further improvement in the weight variation of the mat or board has been achieved, resulting in the potential to reduce board density by up to 10%, offering cost savings or increased profit for the board producer. This innovation is now in its first industrial application in Europe and available for new plant projects, or for retro-fitting.
The core layer spreading head for particleboard is equipped with the proven correction module ensuring a uniform material distribution across the mat. The same system can also, where required, produce strips of different mat density across the mat.
Turning to OSB forming, Dieffenbacher says it has considerably improved the quality of orientation by increasing the number of shafts with orienting discs. A new type of OSB board being introduced to the market uses particleboard core layer furnish for the core layer of OSB. In this case, Dieffenbacher says the particleboard spreader head can be successfully used for the core layer of the OSB line.
Turning to blending, conventional fibre blending systems are hardly used any more in Dieffenbacher’s MDF lines. Instead, two different blending systems can be offered which are said to enable significant glue savings compared to conventional systems.
In 2008, PROjet was first used in a project applying standard blow line blending. This system consists of optimised software components in conjunction with improved glue injection nozzles. The system is said to require relatively low capital investment and to be operating successfully in 20 production lines, offering one standard option for fibre blending in new Dieffenbacher MDF lines; or for retro-fitting in existing lines.
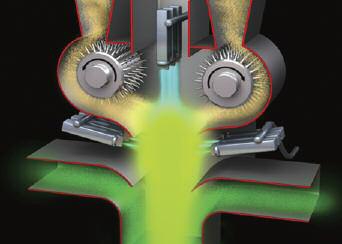
The company says the EVOjet blending system is the best for blending dry fibre. Special spike rollers speed the fibres up to the peripheral speed of the rollers and generate a uniform and very thin fibre fleece.
High-pressure nozzles then apply glue to the large fibre surface thus produced. Fibre sticking, or the formation of glue and fibre lumps, is said to be avoided by the specially-designed fibre conveying and guidance system, while substantial glue savings have been seen in 11 projects employing EVOjet.
Dieffenbacher says two projects with totally different, almost opposing, requirements regarding press technology demonstrate the flexibility inherent in the design of the CPS press.
Dieffenbacher is starting up a thin board line of 250,000m³/year for Swedspan in Orla, Poland. This new line is part of the Swedspan strategy to develop production capacity for technologically-leading wood based panel products, specifically particleboard and thin board, in order to support the long term growth of the furniture production side of IKEA.
The new line will produce UTHDF (ultra thin high density fibreboard) with a thickness of one to three millimetres. The forming and press line has been designed for an operating speed of 2,100mm/sec. This record speed for one millimetre board can be achieved only by optimum coordination of high-precision mat forming, with low weight and density variations, and with the press guaranteeing precise pressure distribution in longitudinal and perpendicular directions, even at very high speeds, says Dieffenbacher.
For this project, the Eppingen-based company also supplied the 60MW biomass energy system, offering not only the company’s steam and heat generation concept, but also providing cogeneration with a 5MW electrical power output.
In 2009, LINEX Panneaux SAS decided to invest in a new continuous particleboard production line. Dieffenbacher was selected to be the supplier of a more-than 55m-long continuous press, representing one of the biggest particleboard presses in the world. The transition of the existing dry particle preparation system from the old multi-daylight production line to the new forming and press line was completed in only a few days. Four weeks after stopping the old press, the new line was already producing an average capacity of more than 1,000m³ per day, says Dieffenbacher.
LINEX produces special boards with densities ranging around 400kg/m³. For this French customer a smooth transition from the old press line to the new forming and press line was very important to guarantee uninterrupted supplies to its customers.
For both projects, Dieffenbacher says it not only ensured the supervision of the installation, but also organised the machine installation itself.
Approximately 15 years ago, Dieffenbacher became a supplier of complete production lines for the woodworking industry. Today the company says it is a specialist for continuous research and technical development or improvement of system components, with the goal of cost-and resource-effectiveness.
The company says it offers an interface between system technique and new product development. In its research laboratory it offers customers the optimum conditions to reproduce process steps and to produce sample boards under realistic operating conditions. One result of such cooperation was the development of light board, where alternative raw materials have been introduced for significant reduction of the board weight, with consequent raw material savings. For the building industry in North America, special boards have been developed using extra-long strands for highest load bearing applications in construction.
There is a large order backlog at Dieffenbacher, securing capacity utilisation in all sectors of the company until the first quarter of 2013. Since January 2011 the order intake consisted of 12 complete or sectional production line systems, comprising five particleboard, six MDF and one OSB line.
Three EVOjet blending systems for retro-fit projects have also been sold during the same period. Total turnover of the Dieffenbacher group of companies will rise to €370m in 2011. For the business year 2012, total group turnover will exceed €400m for the first time.
Dieffenbacher feels that to offer a reliable outlook for future market development would be speculation. It says it can be considered, however, that board producers will increasingly have to face the issues of raw material scarcity, cost pressures and changing buying behaviour of the final consumers.
The company, however, says it is confident that customers who rely on its technology and know-how will be able to remain competitive and successful in the world market, even in difficult times.