Fitting the profile
16 November 2021The BioComposite Centre’s Dr Morwenna Spear looks at the density profile of MDF
One of the most attractive features of MDF is its uniformity. A great expanse of panel with a blemish-free surface, no telegraphing of defects through the laminate foils. Perfect. This is true for the plane of the panel, and makes MDF so suitable for routing or producing mouldings and trims.
What happens in the thickness of the panel though? Some people are surprised to find the density changes as you move from the surface inwards. “Surely” they say “it should be all the same, all the way through?” Like many things in life, it’s a bit more complicated than this, but with a good outcome… let’s consider density profiles.
When the fibre has been resinated and is laid up into a mattress before pressing, the mattress is thick and spongy, possibly 20cm or more in height. At this stage it does have a uniform density. Pre-pressing is often used to compact the mattress a bit, before heat is applied, and again this increases density fairly uniformly throughout the thickness.
But next, something happens… heat and pressure are applied as the board enters the main section of the press. The heat is experienced earliest by the fibres that are closest to the surfaces. Steam is generated as the heat evaporates moisture from within the fibres, and the lignin in the fibres is softened (it may even go above its glass transition temperature). This means the fibres at the surfaces become more flexible and able to adapt to the stresses of the press closing. At the same time, the resin is becoming more cross linked, starting to polymerise and hold the fibres in their new shape.
But in this first instant, there is a lag, while some fibres nearer the core of the panel have not yet received any heat – or certainly not enough to help them soften in the same way. Here the compaction effect of the press is felt, but the fibres retain their stiffer state until heat and steam arrive moments later.
Let’s assume this is a continuous roll press, and the mattress is moving further into the central section by now. Steam has now brought heat to the centre of the panel, allowing more compaction of the centre of the panel. Meanwhile, in the two panel surface regions, cure is well advanced and a high density has been reached. The density of the panel core never quite reaches this high density, however. It started the process late, the resin cross-links, holding it in the compressed position as the panel continues onwards to the exit section of the press.
As you can see above, the rate of heat transfer to the different regions of the panel governs several things – softening of the fibre, moisture turning to steam (transferring heat further into the core) and the softness of the fibres themselves. Slight variations in this process – for example, high or low moisture content, too hot or too cold a temperature in a segment of the press – can have huge effects on the way the panel is formed.
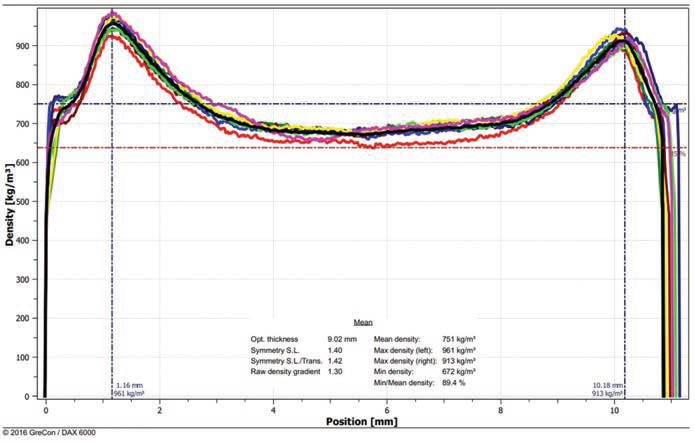
One way that we study and regulate this is through the density profile of the panel. Typically an X-ray system is used. Systems can be bought for inline monitoring, or for testing of samples cut from the panel as it exits production. The quantity of X-rays received by the detector can be used to calculate the panel density, and a profile is plotted from one surface through to the other. These should ideally follow a U shape, high at the two surfaces and low in the core, as shown below. Peak and average density values can be calculated. Defects can be easily detected, or pressing issues spotted and corrected. In this example pre-cure on unsanded boards meant that the outermost 0.5mm of the panel had a lower density for example.