CPS press is reborn
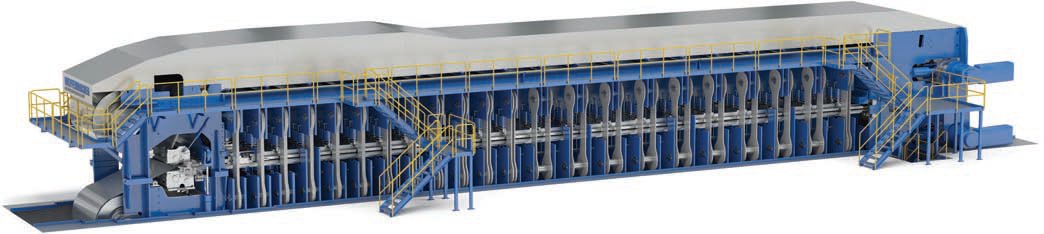
10 November 2015After 25 years of making its CPS continuous press system, plant manufacturer Dieffenbacher says it has brought a completely reworked version to the market, unveiling the new CPS+ to the public at LIGNA 2015 last May.
To date, Dieffenbacher says that 150 CPS presses have been built. However, in order to meet the future demands of the wood based panels industry, the company decided to completely rework and redesign the press, with the aim of considerably enhancing its performance and ensuring even better panel quality.
We spoke to Stefan Zipf, a member of the Wood Business Unit management with responsibility for developing the CPS+, who explained the main features of the new press.
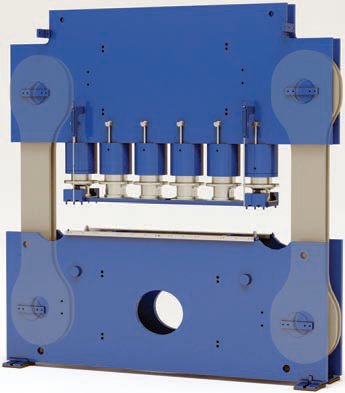
The most visible change is the new positioning of the press cylinders. This was borrowed from the Dieffenbacher ContiPlus SWPM press (Shanghai Wood Based Panel Machinery, Shanghai - a subsidiary of Dieffenbacher). The press cylinders now impact directly on the heating plates from above. "Although we can achieve exact thicknesses with our external press cylinders and multi-pot system, we are not as flexible as we want to be for the future when it comes to changing product thicknesses," explained Stefan Zipf. "The cylinders can still be set individually, in pairs, or in groups, as with the multi-pots. The cylinder banks are also fitted with different numbers of cylinders in the longitudinal direction. They sit offset in relation to one other and so homogenise the surface of the pressed panels."
The modular frame, consisting of four frame elements, has been retained. This offers several advantages over one-piece 'window' frames, says Dieffenbacher.
Firstly, it reduces maintenance and repair times. Secondly, it enables subsequent extension of the press with minimal downtime, provided the foundation and press pit have been prepared.
However, the main advantage of the modular design is the excellent pressure distribution in the longitudinal direction, which produces a parallel press gap without the need for additional components for pressure distribution.
Optimal Pressure Distribution
This parallel concept - the Parallel Press-Gap System (PPS) - minimises any "breathing out" effect in the as-yet unhardened panels between the cylinder banks. The forces of the top cylinder and the opposing forces of the lower frame elements are offset in a longitudinal direction. To do this, the thicknesses of the heating plates and roll plates, the number of cylinder banks, and the top and bottom frame intervals, are defined and coordinated so that the press gap between the frames only has minimal variation and always runs in parallel.
Uniform pressure distribution in the longitudinal direction saves huge amounts of glue, says the company, adding that further consequences are excellent thickness tolerances and outstanding surface quality of the panels produced.
An unique feature of the CPS, proven over decades, is that when the heating platens expand due to increased temperature, all frames move along with the heating platens, including the internally mounted cylinders.
This allows product changeovers that also entail a change in temperature of the heating platens to be carried out without interruption.
"Also, tilting of the cylinders or oil leaks can only be excluded if the cylinders move with the heating platens," said Stefan Zipf.
The bearings on the frames have also been improved. The previous roller bearings have been replaced with journal bearings with better friction behaviour. "At first glance, it may be surprising that the journal bearings, in contrast to the rolling bearings, experience hardly any stick-slip effect. But by installing a position measuring system and a camera, we were able to demonstrate this on a press in operation in a test set-up," said Stefan Zipf.
Quick and Safe
The new maximum speed of the CPS+ in thin panel production is 2500mm/sec - an increase of 25% over its predecessor.
However, this planned speed takes many existing components to their limits. "In comparison with today's CPS, which runs at a maximum speed of 1800mm/s, drives now have to undergo completely different acceleration and deceleration speeds. How the entire mechanical system behaves when the rolling rods are redirected is a question that could only be definitively answered through testing," said Stefan Zipf. For this reason, a speed testing bench was installed in Dieffenbacher's laboratory in Eppingen, Germany, to enable the engineers to test their calculations when designing the circulation system. Another question was whether the plant's control system could handle emergency stops from high speed. This was answered by running braking tests on a running customer plant, on which emergency stops were simulated.
The production of THDF using the new press is safer than ever, despite the high speed, says Dieffenbacher. The patented Press Infeed Protection (PIP) safety package is included in the CPS+ standard equipment for panels under 6mm thick and speeds of over 1200mm/sec. An X-ray sensor monitors the mat a few centimetres before the doublehinge press infeed. If mat flaws or distortions are identified, a quick-stop is activated on the press. For boards below 3mm, and at production speeds of over 1500mm/sec, the pressure cylinders are also released at that moment. Additional multi-pot cylinders, arranged on the first three frames beneath the lower heating plate, are also pulled downward at the same time. Earlier models can be retrofitted with the safety package.
Faster Heat Transfer
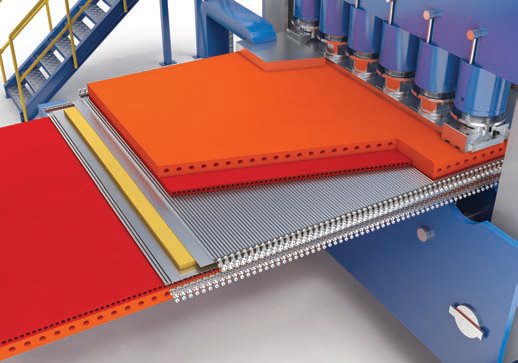
Mats are subjected to high pressure, even in the press infeed. The load on the heating platen is correspondingly high. Dieffenbacher heating platens are protected from damage by hardened protection platens.
A new feature is that the first protection platens with which the mat comes into contact are also equipped with heating ducts.
This enables heat, as well as pressure, to be transferred from the press to the mat at an earlier stage. The benefit of the heated protection platen was easily demonstrated with the help of a small sensor placed in the mat to record the temperature, pressure and moisture at any position. The resulting surface temperature of the steel band is around 10o Kelvin higher at the infeed. This allows the mats to be heated through to the desired temperature 10 to 20 seconds earlier and speeds up the glue curing in the calibration zone. The pressure factor is lowered and the cost-effectiveness of the CPS+ increased accordingly, said the company.
A further important innovation of the CPS+ is the automated orthogonal adjustment for flawless steel belt operation, which is continuously measured. If the steel belt is operating under load, a mechanism affects the operation of the rolling rods. The direction of the rolling rods is altered by tenths of a millimetre so that the steel belts automatically return to their ideal running position; timeconsuming manual adjustment of the steel
belt tracking is a thing of the past. This not only increases the operational reliability and service life of the steel belt and machine parts, but also the availability of the plant.
The new, smoother steel belt guidance is particularly obvious in the backward direction, says Dieffenbacher. The CPS+ is now lower. A reduction of unwanted buckling and bending influences on the steel belt ensure a longer service life. The diameter of the steel belt drums on the press outfeed has also been increased to allow for thicker steel belts of up to 3.5mm. This has advantages for the manufacture of panels at high pressure, such as OSB or particularly dense panels. Ease of maintenance was also considered when developing the CPS+. The supply side and maintenance side of the press are clearly separated. This makes it much easier to access the press and its internal components. Wear parts can be replaced very quickly. The press pit is also tidy and clean. Valve blocks and the switch cabinet are installed at ergonomic working heights to simplify maintenance and care of the continuous press.
Just four months after the unveiling, Dieffenbacher said it had already received three orders for CPS+ and two of these came from a customer who had not used a Dieffenbacher plant before.