Pre-Pressing
8 December 2016Pre-pressing compresses the raw mattress of a panel before it enters the main hot press. Dr Mark Irle explains the benefits
My first experience of retro-fitting to a wood based panel manufacturing line was at Kronospan’s mill in Chirk, UK, in the 1980s. The original lines used 13m long single-daylight presses, with no pre-pressing.
The addition of single daylight, cold pre-presses enabled Kronospan to increase its production from 180,000m3/ year to 216,000m3 – a 20% increase. Pre-presses compress the mattress to between 50-90% of its formed height, depending on the type of panel being made.
Since a pre-pressed mattress is thinner, a batch press does not have to open so much in order to accommodate it. It therefore follows that the press does not have to close so much to compress the mattress to the desired thickness, which also helps to reduce the chance of precure, which is the polymerisation of the adhesive in the surface layers before all the compression has been applied; and results in a friable surface.
A press can compress a pre-pressed mattress far quicker than one that has not been pre-pressed because the prepress squeezes out much of the air in the mattress. This air can sometimes cause particles to be blown out of the side of the mattress if it is pressed too quickly. Consequently, the overall press cycle is reduced and thicker panels can be made with a given hot-press.
Although the three main panel types, that is, plywood, particleboard and MDF, all require a hot-pressing step, these operations are very different and require different pre-presses.
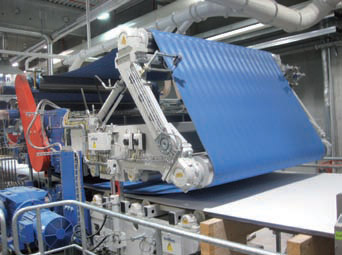
An MDF mattress has the lowest density and, therefore, the highest thickness of the three panel types; it can be 30 to 40 times thicker than the final panel thickness. To put this into context, a 25 mm MDF panel would have a mattress thickness of about 900mm! A particleboard of the same final thickness would have a mattress thickness of about 75mm. Consequently, there is a lot of air to remove from an MDF compared a particleboard mattress, so the in-feed section of an MDF pre-press is long.
The difference can be seen by comparing the photographs above. Both were kindly supplied by Dieffenbacher, to whom my thanks.
Both MDF and particleboard require very high pressures during hot-pressing to be sure that enough of the particles or fibres are in close contact with one another to give the glue a chance to stick them together.
Plywood is made of relatively flat sheets of veneer and so does not require such high pressures. The pre-press step is therefore different. It is there to give the glue a chance to develop some tack and to flatten the veneers so that the panel can be placed between the platens of the hot-press.