New hybrid binder
7 February 2019BASF says that it has developed an innovative binder system which raises the efficiency of particleboard production. The binder is called Kauranat MS 1001. Dr stephan Weinkötz explains the benefits of the new system
Dr Stephan Weinkötz is Principal Scientist for Wood Systems at major resin producer BASF SE, based in Ludwigshafen, Germany.
“Kauranat MS 1001 is an innovative pMDI-based (polymeric diphenylmethane diisocyanate) product specifically developed to work synergistically with amino resins,” explains Dr Weinkötz.
“As a result, a binder system consisting of urea-formaldehyde (UF) resin and Kauranat MS 1001 enables [panel makers to achieve] an increase in process speed of 20%, or more. This is due to improved curing properties of this hybrid system, compared to corresponding pure amino resin.
“It was already known that using hybrid systems of UF resin and standard pMDI, instead of pure UF resin, can shorten the press time by 5-10%,” Dr Weinkötz explains. “This effect has been utilised for several years in the wood panel industry, even though the fundamentals for this acceleration are not fully understood.
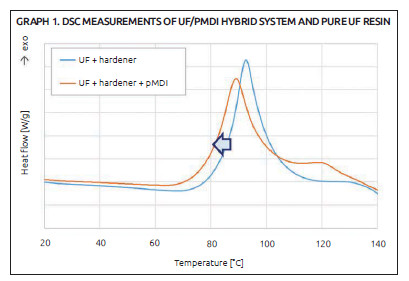
“At first glance, the two binder types – UF and pMDI – behave totally differently and seem not to fit together,” says the principal scientist. “UF is a polar and water-miscible resin. In contrast, pMDI is non-polar and not miscible with water. Nevertheless, they do act synergistically. Dynamic Scanning Calorimetry (DSC) measurements show that the curing of a UF/pMDI hybrid system starts at lower temperature than the curing of pure UF, indicating a higher reactivity (graph 1).
Based on these findings, BASF decided to start an R&D project with the goal of enhancing this already-known effect.
“The pre-requisites were excellent, because BASF has R&D, production and sales facilities for both binder technologies within the one company,” continues Dr Weinkötz. “This unique situation helped in all phases of the project. The project team could build on a strong expertise for amino resins, polyurethanes and isocyanates in the research department. The long-term experience and application know-how with both wood binder technologies were important for: evaluating the practical applicability of the research results; and planning and carrying out tests, together with customers. A further advantage was that BASF can rely on several production facilities for amino resins and isocyanates, which shortened time to market,” Dr Weinkötz explains.
“The early phase of the project was dominated by deepening the understanding of the UF/pMDI synergies, as this was an essential pre-condition for developing new concepts for an improved hybrid binder system.
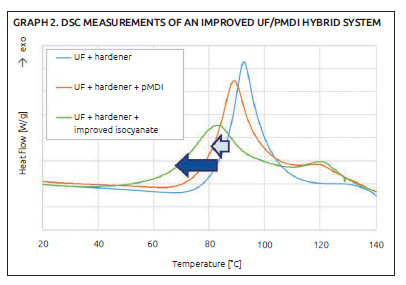
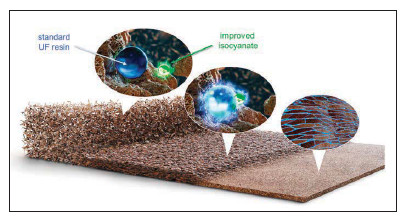
“Many concepts have been investigated in the laboratory. The most promising was selected for further refinement and up-scaling. It was possible to improve the isocyanate component in such a way that the onset of the curing reaction was shifted to an even lower temperature (graph 2). This invention is characterised by an additional activation of the UF resin by the new isocyanate component, when a standard UF resin, eg BASF’s Kaurit® glue, is used as the counterpart (see picture below),” explains Dr Weinkötz.
“The enhanced curing speed has repeatedly been demonstrated in many laboratory tests. Laboratory-scale particleboard production confirmed that the observed curing speed also resulted in significantly reduced press time. The final approval of the new concept was achieved under realistic conditions in a pilot customer’s production.
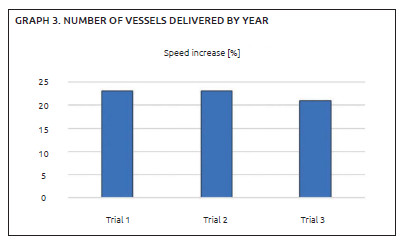
“In three independent trials, it was shown that standard particleboard (E1, P2) can be produced much faster by using the modified UF/pMDI hybrid binder system instead of pure UF binder. The production speed was increased by more than 20% (graph 3, below).”
After these successful trials, says the principal scientist, the new isocyanate-based component was launched as Kauranat MS 1001 in September 2018. The pilot customer has used Kauranat MS 1001 on a regular basis ever since, he says.
He adds that the storage stability of Kauranat MS 1001 is the same as that of standard pMDI (more than six months). The viscosity is also lower (100mPas), which is an additional advantage regarding the handling and the dosing of this component.
“For customers already using hybrid systems with standard pMDI, Kauranat MS 1001 represents a drop-in solution,” says Dr Weinkötz. “The same storage and dosing system can be used, as the new product simply replaces standard pMDI. Both components of the hybrid system – the chosen UF resins and Kauranat MS 1001 – can either be applied separately, or they can be mixed before application, with the latter being the preferred option.
“The main task of Kauranat MS 1001 is the activation of the UF resin. As a side effect, it also contributes positively to the internal bond, and the water resistance, of the final board, by forming a polyurea network. The ratio of UF resin to Kauranat MS 1001 is usually between 100:3 and 100:10 (referring to the solids). A typical hybrid system recipe for the core layer of a particleboard is, for instance, 7% Kaurit glue 337 (solid per atro wood) and 0.4% Kauranat MS 1001 (solid per atro wood) and also includes the usual additives, such as ammonium hardener and paraffin emulsion.
“The formaldehyde emission of the final particleboard is mainly determined by the UF resins used, that is the UF resin for the surface layers and the UF resin component of the hybrid binder system for the core layer,” explains Dr Weinkötz. “Kauranat MS 1001 itself does not significantly influence the formaldehyde emissions. Nevertheless, the new hybrid binder system is particularly suitable for low-emitting boards, for example CARB 2 or F4-star boards.
“This is the case because UF resins with a lower molar ratio of formaldehyde to urea, and therefore lower emission potential, can be used in the core layer. Since these resins are usually said to be less reactive, their use would lead to lower process speed and/or poorer mechanical properties of the panel, if used without the isocyanate component.
“In the presence of Kauranat MS 1001 these drawbacks are compensated. Kauranat MS 1001 accelerates curing speed due to its UF-activating properties; and improves board properties due to its polyisocyanate content,” says Dr Weinkötz.
Since its market launch, many board producers have been interested in testing this new technology at their facilities, together with BASF guidance for the first test runs, he says.
“An important advantage of Kauranat MS 1001 is that it can be used like standard pMDI in hybrid systems. Therefore, the product can be tested in a running plant and can be used in regular production without significant investment.
“BASF can produce Kauranat MS 1001 at existing assets and the production process can easily be up-scaled, so that the expected growing demand will be met.
“The story of Kauranat MS 1001 shows that it is worth looking carefully at known, but not fully understood, effects,” adds Dr Weinkötz. “By deepening the understanding of the UF/pMDI synergies, the ground was prepared on which new ideas could develop. The first idea proved very promising and was grown to a marketable product.
“The benefits of the innovative hybrid system can be used in two ways: Either the productivity can be increased at the same formaldehyde emission level; or the emission level can be reduced, maintaining the production speed.
“Therefore, Kauranat MS 1001 helps the board producer to increase production efficiency and to fulfill emissions requirements.”