Innovation in the North American OSB industry
23 July 2014In this exclusive article for WBPI, Professor Philip D Evans of the University of British Columbia looks at the innovations developed by North American OSB producers to combat the problems of edge-swell
Innovation is a word that we often associate with high-tech and biomedical industries and perhaps not the wood manufacturing sector.
More often we hear about lack of innovation in the wood manufacturing sector and the need for increased innovation to turn its fortunes around. However, is it true that the wood manufacturing sector is not innovative? I don't think so; at least as far as the North American OSB industry is concerned.
It can be argued that OSB is a mature product and, according to Vernon's product life-cycle theory, manufacturers of such products will need to invest to retain market share, usually by lowering costs of production or, alternatively, developing new products to extend the reach of their products.
The main use for OSB in North America is in sheathing and standard OSB panels can be bought at retail outlets (big-box stores) in the US for just under US$7.0; little more than the cost of producing them. There's little profit in making such panels except for the lowestcost producers. Therefore it is not surprising that manufacturers of OSB have sought to develop new products that can command a premium price over the 'commodity' products used as sheathing.
One such product is OSB as a sub-floor (Fig. 1). This is a demanding application for OSB, because sub-floors in buildings are often unavoidably exposed to rain water before the building envelope is closed. As an example, Winterowd and colleagues from the Weyerhaeuser Company in Seattle point out that "an uncovered sub-floor can accumulate as much as 51mm of water during a rainstorm".
They then go on to say that "the accumulated water will be left to absorb into the sub-floor panels for several days during the home-building process".
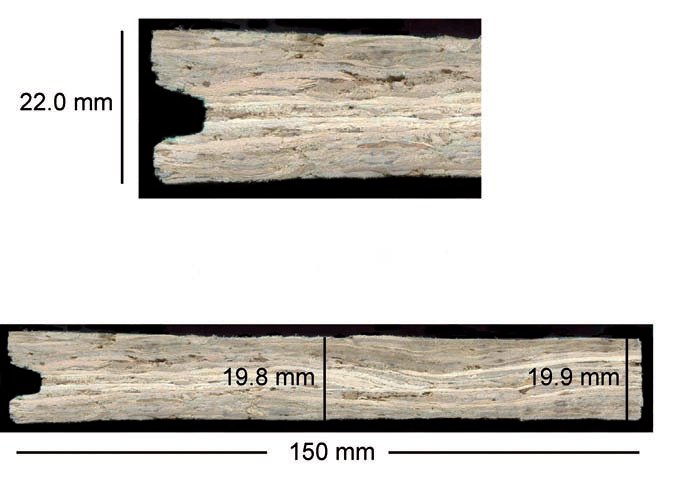
Such absorption of water causes thickness swelling of panels, "which can be 0.5 to 3.8mm greater at the edges of panels than they are 100mm proximal to the edges".
This differential peripheral swelling of OSB, which is also called edge-flare or 'the elephants foot', is a problem when panels are used as a sub-floor for ceramic tiles and strip flooring, because the edges of the OSB panel protrude above the surface of the sub-floor and costly on-site sanding is required to level them before the application of flooring (Fig. 2).
It is the problem of edge-flare which has focused the minds of technologists working for wood composites companies in North America. They have sought solutions to this problem which are both cost-effective and do not infringe on the patents of their competitors.
Six different North American companies now offer innovative OSB sub-floor products which are less susceptible to edge-flare and carry no-sand guarantees (Table 1). The products command a premium price-up to three times that of 'commodity' sheathing panels.
All the enhanced OSB sub-floor products contain coatings (edge-seals) on their edges to reduce the ingress of moisture into the edges of the panels. Thicker coatings are generally better at excluding moisture from wood substrates, so the edge seals developed for sub-floor products are generally thick; and also flexible to accommodate any dimensional changes in the OSB. However, thick edge-seals may interfere with the tight interlocking of tongue-and-groove (T&G) flooring panels; hence the development of thin (penetrating) moisture-resistant and cost-effective edge seals is a fertile area for innovation.
As an example of this, the JM Huber Corporation has patented a penetrating polyurea edge-seal formed by the combination of an isocyanate pre-treatment and a polymer latex coating. Some companies use coloured edge-seals to differentiate their products from others in the market place, or print their company and product name on their panels if they use a colourless edge seal. Some companies also use printed guide marks to assist builders with the on-site nailing and resawing of sub-floor panels.
Sub-floor products produced by the different companies are reputed to contain higher loadings of phenol formaldehyde (PF) resin and wax, to increase their dimensional stability, or replace the PF resin with a polymeric diphenylmethane diisocyanate (pMDI) resin.
Details of the loadings of resin and wax used in the different sub-floor products are not freely available. Similarly, it's not known whether other methods of reducing edge-flare of OSB, which are reported in the scientific literature, are being employed commercially.
Such methods could include altering panel density profiles or the alignment of strands in OSB panels. Sub-floor OSB panels manufactured by Louisiana Pacific (Fig 3 above) and the Weyerhaeuser company (Figs 4 and 5, p40) reduce edge-flare by cutting drainage notches or holes into the edges of the panels. These openings reduce edge-flare by diverting water away from the edges of panels and reducing the amount of water which panels absorb. Both these modifications to Louisiana Pacific's and Weyerhaeuser's sub-floor products are patented.
Sub-floor panels manufactured by the Ainsworth Lumber Company are also physically modified to reduce the edge-flare of flooring panels. In this case edge-flare is side-stepped by machining a very narrow taper into the edge of the panels (0.6mm deep and 10mm wide). When panels with tapered edges are immersed in water they swell, as all OSB panels do, but the taper ensures that there is little differential swelling of the edges of the panels - and the areas adjacent to the edges. By this method, edge-flare is neatly side-stepped.
The idea of using edge-tapering to reduce edge-flare occurred to one of Ainsworth's technical managers and preliminary testing of the concept occurred inhouse at Ainsworth. I became involved in the research to optimise taper geometry, taking advantage of our state-of-the-art metrology equipment for measuring the heights of surfaces; and our access to a CNC shaper which we used to machine tapers with precise dimensions into the edges of panels.
We tested tapers that were 0.2, 0.4 and 0.6mm deep, and 10 to 20mm wide, and found that tapers 0.6mm deep were effective in reducing edge-flare of Ainsworth's OSB sub-floor panels. Our research, which can be classified as 'proof of concept', triggered a much larger investigation by Ainsworth, leading to the commercial manufacture of tapered-edge OSB sub-floor panels using the trade name pointSIX.
Ainsworth patented the concept of edgetapers to reduce edge-flare of OSB and I then wrote up the results of our research at UBC in the scientific journal Composites Part B. You can obtain a copy of the paper by contacting me.
When writing up this paper, I looked into other uses of tapers by the wood based panels industry and found a few others in unrelated areas. For example, tapering of gypsum panels is commonly used today as a way of ensuring that joints between adjacent 'dry wall' panels can be easily concealed by filling tapered edges with perforated tape and plaster.
Edge-tapering of OSB webs in composite wooden I-beams is used commercially as a way of strengthening the bond between the web and flange members in I-beams. Edgetapers could be used to reduce the edgeflare of other types of composite panels, but presumably tapers of different dimensions to the one that proved to be effective with Ainsworth's OSB sub-floor would be required.
Ainsworth's edge-tapered OSB subfloor panel is one example of the innovative products that have been developed within the last few years in North America. This example, and the others mentioned in this article, suggest that innovation can occur in the wood industry when competition and market forces drive product diversification. Another necessary element for such innovation is access to technical expertise and equipment for preliminary R & D and, later on, full-scale testing. Some of the larger companies mentioned possess substantial capacity for R & D and their new products have been developed inhouse.
Smaller companies lack such inhouse expertise and have worked collaboratively with universities to help develop their products.
Both routes to developing innovative new products have their advantages and disadvantages, but they appear to be working for the OSB industry in North America.
 Fig 5. Edge Gold sub-floor panel showing the effectiveness of ‘Down Pore’ holes at draining water away from the edge of the panel (photo c/o Weyerhaeuser Co)
Fig 5. Edge Gold sub-floor panel showing the effectiveness of ‘Down Pore’ holes at draining water away from the edge of the panel (photo c/o Weyerhaeuser Co)
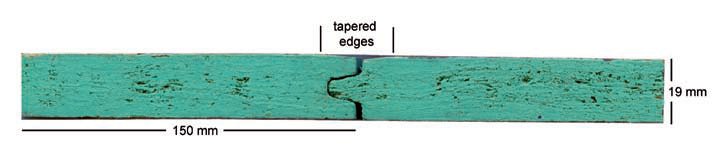 Fig 6. Edge taper used to reduce the edge-flare of Ainsworth’s pointSIX Durastrand OSB subfloor panel (photo c/o Ainsworth Lumber Co Ltd)
Fig 6. Edge taper used to reduce the edge-flare of Ainsworth’s pointSIX Durastrand OSB subfloor panel (photo c/o Ainsworth Lumber Co Ltd)
 Fig 1. Installation of an OSB sub-floor panel during the construction of a building. Note the panel is fully exposed to the weather (photo c/o Louisiana- Pacific Corp)
Fig 1. Installation of an OSB sub-floor panel during the construction of a building. Note the panel is fully exposed to the weather (photo c/o Louisiana- Pacific Corp)
 Fig 4. Edge Gold OSB sub-floor panel showing a ‘Down Pore’ drainage hole cut into the edge of the panel (photo c/o Weyerhaeuser)
Fig 4. Edge Gold OSB sub-floor panel showing a ‘Down Pore’ drainage hole cut into the edge of the panel (photo c/o Weyerhaeuser)