How to clean wood
3 March 2016Using recycled wood in panel production offers a source of raw material where virgin wood may be unobtainable, or too expensive, while increasing the environmental profile of the producer. Cleaning that material is the subject of this article by Dr Mark Irle
Many particleboard manufacturers include recovered wood in their panels because it makes economic sense. Firstly, recovered wood is cheaper than virgin wood.
Secondly, and possibly more importantly, recovered wood is dryer than virgin wood and so less energy is required at the drying stage of the manufacturing process. On average, recovered wood has been found to have a mean moisture content of around 25%.
This is significantly lower than virgin wood, which can have moisture contents as high as 200%, but is typically in the range of 60-100%. The drying step in the manufacture of particleboard is the most energy-intensive part of the process as it typically requires 60% or more of the total energy needed to make the product.
Therefore, using a drier raw material can have a marked impact on the profitability of particleboard manufacture.
Thirdly, incorporating recovered wood into panels improves the image of wood based panels to the general public in a similar way to that achieved by the paper industry.
On the down side, recovered wood is naturally heterogeneous as it is made up of a wide range of products such as packaging, furniture, flooring, etc, containing different non-wood components (glues, finishes and additives such as waxes) and wood species.
Preservative-treated wood, which might contain heavy metals such as copper, chrome and arsenic, is not allowed to be recycled.
Particleboard manufacturers, and some recovered wood suppliers, must, however, show that their raw materials and final products contain no - or very low levels of - heavy metals, organic compounds such as pentachlorophenol (PCP) and halogens (chlorine and fluorine).
The photo above shows a large stock pile of recovered wood. The wide variety of sizes, forms and colours represented in the photograph demonstrates that the concentration of non-wood components will vary from place to place in the stock pile. So what methods should be applied to obtain a representative sample of this material?
Some use EN 14778, Solid biofuels - sampling, to obtain a representative sample of a large stock pile. The methods contained in the standard are based on experience obtained when sampling coal stock piles. The large size of the stock piles, and the variable particle size, often causes the resultant primary sample to weigh several tens of kilograms. Even so, the sample is a very small percentage of the weight of the original stock pile, so there is still a chance for significant error.
The primary sample must be ground into a fine powder with particles with a maximum dimension of 500µm. Grinding is required to homogenise the sample and to help ensure that any heavy metals or halogens can be separated from the wood.
It is not practical to grind all the primary sample into a fine flour as it would be too time-consuming and expensive; a method of sub-sampling must be applied and this is where there is less regulation as it is often done by companies, and/or the laboratory, using a proprietary method.
A common method used is quartering, whereby the sample is formed into a flattened cone before being separated into four quarters. A sampling weighing 20kg is therefore reduced to 5kg. Based on the experience of a PhD research project conducted by Amine Bouslamti, quartering only works well if the particle size is small in relation to the size of the quarter.
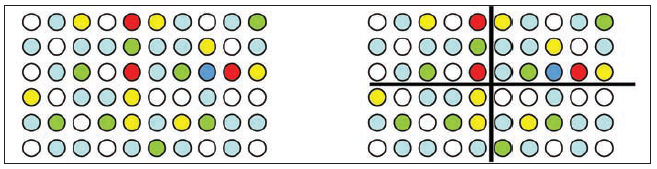
The problem is illustrated in the diagram opposite (left). The particles are represented by coloured circles. In this case, when the sample is quartered, two of the samples contain red circles and two do not. Therefore the results would be dependent on which quarter was chosen.
Good laboratory practice is to grind the particles into smaller particles before applying any sub-sampling technique. The grinding step helps to homogenise and randomise the original sample and reduces the risk of a false result.
For example, if the particles in the diagram were to be ground down to one eighth (12.5%) of their original size, then there would be 24 small red circles which would have a much greater chance of being evenly, or nearly evenly, distributed in the four quarters, rather than accumulating in one or two quarters. Consequently, it would now be safer to quarter the sample.
Further sub-sampling should only be done after the sub-sample has been ground down into smaller particles.
Once the particle size is 500µm or less, then the sample can be considered homogenous. Of course, variations will still occur as it remains possible to have a disproportionate number of contaminated particles in a sample after all the different homogenising steps, because this is the nature of chance.
There is a tendency to express results as average values. While this is common practice, it might be best to give the median of the results - that is the middle result of all the results - as the median is not significantly affected by 'outlying', or extreme, values.
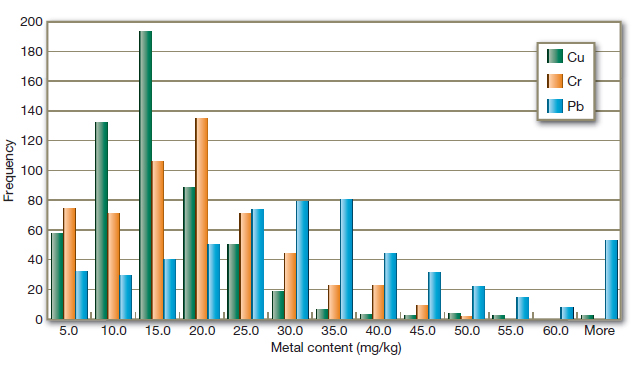
Extreme values are sometimes observed, especially for lead, copper and chromium and these are probably caused by the presence of a fragment of metal, for instance electrical wire for copper, a piece of roof flashing for lead and a piece of leather or stainless steel for chromium.
Again, our experience suggests that the frequency distributions of all the metal contents in samples are not normally distributed, but are positively skewed. A positive skewness indicates that a distribution contains a proportion of relatively high values. A positive skewness is present when the mean of the distribution is greater than the median.
Reliable results come from the consistent application of a well-designed protocol.
Where sub-sampling is deemed necessary, then some form of particle size reduction should be applied before the sub-sample is taken. Then one must make sure that the sample is thoroughly mixed before sub-sampling in order to ensure that the chipping process has not created 'layers' of particles with different contaminant levels.