Full steamahead
30 January 2014In the last issue I explained that the temperature in a wood based panel during hot pressing is linked to the steam pressure within it, so it reaches around 100-110°C regardless of the temperature of the platens. Accelerating a rise in internal mattress temperature cannot be achieved by simply raising platen temperature. Rather, it is a question of how to encourage steam penetration into the mattress.
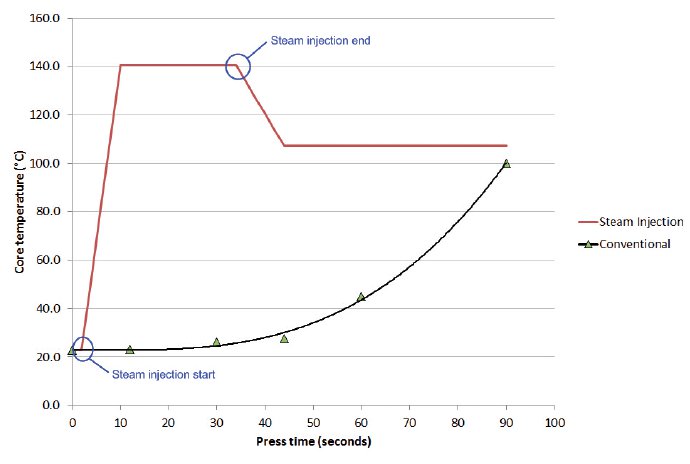
Back in the early 1980s, Bob Geimer and his colleagues at the Forest Products Laboratory proposed the active injection of steam through small nozzles distributed across both the top and bottom platens. In order to minimise steam loss, it is injected only after the top platen begins to compress the mattress. Figure 1 shows that the internal temperature rises almost instantly. After 10 seconds or so the steam is turned off and the mattress is heated conventionally.
Although this technique could be used to make panels more quickly, to my knowledge the technique has only been used commercially to make thick products, that is, greater than 38mm. I have seen two plants that use steam injection: Juken New Zealand Ltd to manufacture their Triboard product (MDF surfaces and waferboard core) and thick MDF (up to 100mm) at the Luso Finsa MDF factory in Portugal.
The fact that this technique has not spread more widely implies some technical and/or economic difficulties. The blockage of steam injection nozzles, control of steam injection, or steam loss might be potential problems, but I do not have first-hand information.
An alternative approach proposed by equipment manufacturers is to heat the interior of the mattress by injecting steam immediately before pressing. This is only appropriate for continuous presses as the pre-heater can be installed at the press infeed.
A much more widely used technique is the so-called 'steam shock' technique, whereby water is sprayed onto the forming conveyor belt and top surface of the mattress so that both surface layers have a moisture content that is higher than the rest of the mattress.
The excess water in the surfaces evaporates rapidly as the press closes and, because the platens are impermeable, the steam migrates into the core of the mattress. This technique often brings with it a marked increase in the surface density of the finished product. Although this may seem an advantage in that it will improve bending strength and surface hardness, it can also lead to a low density core and therefore low internal bond strength.
Active injection of steam during, or immediately before, pressing tends to help increase core density because the interior is warmer and therefore compresses more easily.
With conventional pressing, the press factor, (the number of seconds per millimetre of board thickness required to cure the glue in the panel) tends to increase with board thickness. Therefore, the benefits of steam injection pressing and mattress pre-heating tend to increase as final board thickness increases.
I remember that we made a 75mm thick particleboard with our conventional laboratory press (see Figure 2) and we had to wait almost half an hour before the core was heated sufficiently. This is far too slow to be profitable and so steam injection is the only sensible way forward with such products.