First OSB for containers
5 August 2015In April 2015, Kangxin in China produced the world‘s first OSB panel for container floors, on a Dieffenbacher press. Following a long period of development, says the company, a product was developed in its laboratories that can be used as a more economical alternative to conventional plywood container flooring
Kangxin New Material Science & Technology Stock Co Ltd, in Hanchuan City in Hubei Province, is one of the largest plywood producers in China. As are all manufacturers of plywood, Kangxin is endeavouring to produce and market cheaper wood based panels for use in the construction industry, in view of the rising price of suitable types of wood for plywood veneers.
One of Kangxin's specialist products is plywood container flooring and it was looking for an economical alternative material. It seems this Chinese company found a suitable partner for technical development in Dieffenbacher and the first OSB panel came off the press in April 2015.
Containers for transporting goods on ships or trains are subjected to high loads; enormous forces act on the structure during loading or lifting. The container floor is the most important part as it bears the largest load, particularly when lifting the container, and it is generally subjected to uneven loads. The surface is also exposed to high friction when loading and unloading with fork-lift trucks, with up to 5,500 loading and unloading cycles in the course of a container floor's service life not being uncommon. Nowadays, plywood is mostly used as a container floor material. That material is perfect, as it is flexible to a certain extent and does not easily dent.
However, in recent years it has become increasingly difficult to produce robust plywood floors economically. Fewer and fewer of the slow-growing hardwoods are available for producing high-quality veneer layers.
For this reason, manufacturers of container floors have been searching for economical and sustainable alternatives for a few years and various attempts have been made using bamboo - and even plastics. Maximum strength, affordable price Kangxin and Dieffenbacher are each taking a different route. The panel core consists of a high-density OSB board made from sustainably grown poplar wood. This is firmly pressed with several cover layers of veneer. Numerous tests were conducted in Dieffenbacher's laboratories to achieve the required extreme strength in high-density OSB panels.
Many factors had to be taken into account, such as orientation during spreading, glue composition and pressing pressures. The final result is a special multi-layer spreading with very precise alignment of the longitudinal and transverse strands, pressed into a highdensity panel. The panel is then given several cover layers of veneer to achieve its final strength.
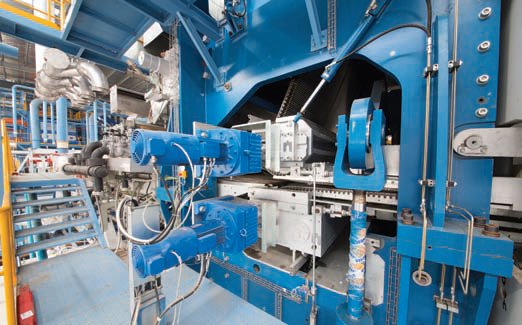
Dieffenbacher made use of its global manufacturing capacity to fulfill this order and many components came from its production site in Shanghai. The scope of supply ranges from a de-barking unit to a finishing line. The German headquartered company delivered a de-barking unit, strander, drum dryer, OSB screens and sifters, a glue preparation unit and two OSB resin blenders. The specially-developed forming station has OSB forming heads for the corresponding multiple layers in the OSB panels.
The CPS 280-40 continuous press is 40.39m long and produces panels between 2.14 and 2.49m wide and between 6 and 40mm thick. An additional steam pre-heating system is installed upstream of the press and this is intended to boost performance by 15- 20%. In the finishing line area, Dieffenbacher supplied a twin diagonal saw, a star cooler and billet stacking.
Fully automated lay-up station Kangxin also invested in the world's fi rst fully-automated lay-up station for plywood veneers. The lay-up station was supplied by Dieffenbacher's affi liated company, Dieffenbacher Zaisenhausen in Germany.
Among other things, this company specialises in technology for forming lines, as well as finishing and storage for laminating. Until now, the longitudinal and transverse veneers were laboriously manually aligned. Now, a sophisticated system automatically conveys, glues and stacks as many veneer layers as desired into billets, then transfers them to the existing multi-opening presses