Conveying facts
28 February 2014Ammeraal Beltech manufactures a wide range of conveyor belts for a variety of transport requirements and is increasingly present in the panel industry with its tailor-made solutions. Mike Botting visited the company’s headquarters near Amsterdam to see the whole belt making process.
Ammeraal Beltech was founded as a belt manufacturer in 1950, merging with Verseidag Beltech, to form Ammeraal Beltech, in 2000.
The founder, Thomas Ammeraal, worked for a biscuit (cookie) factory and saw the need for an endless textile belt conveyor in that industry. He thus founded Ammeraal Beltech to manufacture the first such belt - and the first coated belt to be produced anywhere; a plastic coated belt was a new concept in the 1950s.
Today, the company claims to be one of the top three belting companies worldwide, with manufacturing units in three continents, operating companies in 26 countries and 2,000 employees worldwide. It also has distributors and service centres in 150 countries.
Ammeraal Beltech is a fully verticallyintegrated company, from weaving the base material for the belts to mixing the coatings from basic ingredients, to coating and finishing the conveyor belts.
This not only means that the company controls the whole process and its product quality, but also that it can manufacture belts to customers' specific requirements - maybe to solve a particular problem that a customer is experiencing with his existing belt supply.
Obviously, transport/conveyor belts are required in a wide range of industries from food to airports, to automotive, to the wood industry, to name a few of the many markets that Ammeraal Beltech supplies.
The company's products include plied fabric belts, power transmission belts, plastic modular belts, endless woven belts, timing belts and engineered belts.
Plied fabric belts are produced at Ammeraal Beltech's manufacturing facilities in the Netherlands, the UK, the US and China, while endless woven belts are produced only in the Netherlands. Other types of belts are manufactured in Denmark, the US and Switzerland.
In China, Ammeraal Beltech is building a complete new factory in Shanghai. It has been producing belts in a joint venture with a Chinese company for more than 10 years and is now opening a European-standard factory in Suzhou, equipped with new machinery, which will be up and running in March this year.
As with many components found in a panel making factory, there is a lot more to conveyor belts than first meets the eye. Also like many other components, the choice of a conveyor belt should, at least, be about more than function and price; it is about efficiency of function and, importantly, service life.
Therefore, research and development (R&D) plays a very important part in Ammeraal Beltech's approach to its markets.
The company's philosophy is to fabricate belts on demand and to give technical support with belt analysis, selection, calculation and testing, as well as ongoing after-sales support. This includes service, onsite fitting and belt maintenance, as well as training for customers' staff. All this is offered on a global basis.
In 2008, the company altered its internal structure to further improve its customer relationships, bringing product managers and product specialists closer together, thus creating a team of 25 knowledgeable people in a 'Sales Development Team'.
It also created eight 'Focus Segments' throughout the company, each concentrating on particular market areas.
Richard Duijn is the Industry Segment Manager (ISM) for the wood sector.
"These ISM's are identifying what is happening in the market and collecting information for the sales development team to formulate its strategy," said Mr Duijn.
"This includes such decisions as whether to involve our own R&D people, or to go to one of our university partners or industry experts. We also talk to other suppliers to the production line, such as resin producers.
"Thus all the knowledge [to solve a customer's problem] is available in one dedicated Industry Segment Team."
An ISM may also call in a chemist from Ammeraal Beltech's R&D division if there is a problem involving resins, for example.
One example of a problem which needed a new approach in the panel manufacturing industry was found with the infeed belt to a continuous press, as Mr Duijn explained: "The requirement was for a belt that would go round an 8mm diameter pulley in the mouth of the continuous press, where it also had to withstand temperatures of around 220oC only two or three millimetres from the stainless steel belt. Another requirement was that the fibre mat itself had to release from the belt without sticking and that required a covering medium which had to be nonthermoplastic so that it wouldn't melt. We were able to offer the technology to meet all these demands".
Another requirement for an infeed belt is that it should be endless so there is no joint to fail.
However, to dismantle a conveyor system, fit a new endless belt and re-assemble will take six to eight hours and four to six people, said Mr Duijn.
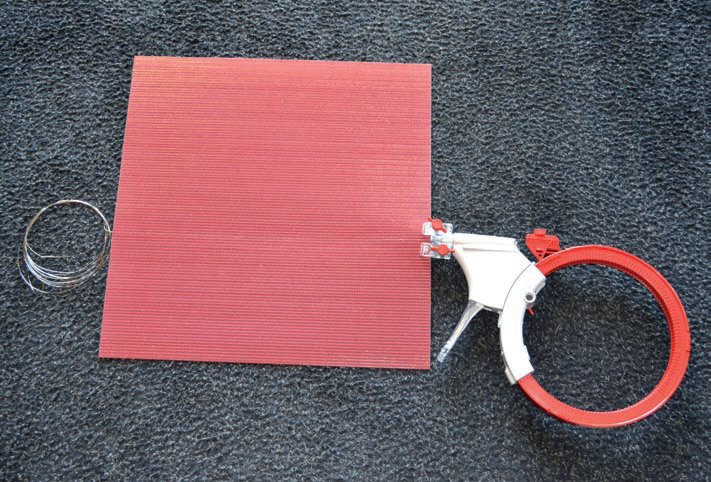
Thus Ammeraal Beltech developed the ZipLink belt. This is a polyester spiral construction belt in which a 'pin' can be removed from one spiral so that the belt can be fitted in situ and re-joined by simply reinserting the 'pin'.
"Our ZipLink belt takes only one or two hours to change and, because of the nature of the belt, a damaged area of it can be replaced just by zipping in a new section," said the ISM.
Ammeraal Beltech needed a system to insert the pin without it kinking. Simply pushing it in by hand would not work. So the company found a Canadian supplier to provide a hand-tool for inserting the pin (see photo opposite).
"We are the only company that can provide a thin enough spiral weave, at 1.9mm thick, and we also give it a silicone coating to stop particles penetrating and the glue adhering to it. The belt is also specially heat- and tension-treated to avoid shrinkage. This is an ideal example of how our sales development team works."
Ammeraal Beltech is not short of references for its ZipLink belts, either. Mr Duijn said that various OEM's have been using them on new lines since 2011 and that total sales to the industry in two years amount to over 100 belts.
"We have supplied belts to all major players in the panel manufacturing industry, such as Egger, Sonae, Kronospan, Finsa and Pfleiderer, who are using them on their Siempelkamp, Dieffenbacher or Imal machines," he added.
"We also supply weigh-belts for forming bins and these can also be changed in 30-60 minutes instead of several hours. ZipLink belts can also be used on de-aeration belts on particleboard and MDF lines and we can offer them Teflon coated or UV-resistant."
The manufacturing process
Ammeraal Beltech's manufacturing process consists out of two distinct operations: Manufacturing and Fabrication.
The Manufacturing Units (seven locations worldwide) produce belts from scratch into full slabs.
The Fabrication Units (more than 25 locations worldwide) then produce, customise and assemble the belts according to specific customer requirements.
"We make basic belts and coatings from the raw materials and the fabricating divisions convert that to what the customer needs," explained Ivo Spaargaren, manufacturing director.
"This is the biggest such facility in the group, plus the new one in China, and we make all plastic-based products here. The fabrics are the carriers and we can offer many types of coating, such as PVC, PU [polyurethane], PE [polyethylene], PP [polypropylene], silicone and many others."
The PVC is made from powder, plasticiser, stabilisers, anti-static agents, fire-retardants or whatever is required, including different colours. The belts also have to meet ATEX explosion regulations requirements in certain factory situations.
The PVC is mixed in vats to a thick paste which is then stored in drums ready for belt production. "The number of different recipes is enormous," said Mr Spaargaren.
For fabric belts, Ammeraal Beltech has a dedicated weaving mill in the south of the Netherlands, where it can also weave endless belts up to 100m long. These endless belts are for very customer-specific requirements, rather than mainstream production. The mill can produce various thicknesses and strengths of woven textile belting.
Coating of woven belts is carried out on continuous lines of 2 or 4m width. Glue is first applied to the fabric belt and levelled with a knife to control the dosing. This is then part-cured in an infra-red oven before the PVC coating paste is poured onto the fabric in a production machine where a knife spreads it to produce the correct thickness of cover.
The belt then passes through an oven, followed by cooling rollers. If a thicker coating is required, the coated belt is passed back through the line again.
Ammeraal Beltech holds a large selection of profiling rollers, enabling it, for example, to produce a herringbone relief pattern on the belt for inclined chip conveyors. These profile rollers can be inserted in the continuous belt production line.
A separate line produces PU-coated belts for specific purposes such as when a very thin coating is required for a belt to pass over very small diameter rollers when in use.
For instance, forming belts are made using PU coating because it is more wear-resistant and non-stick than PVC, while continuous press infeed belts need to go round that small diameter roller mentioned before.
A complete new production line in the Amsterdam factory began manufacturing in October 2013, with a 4.2m working width (the existing line is 2.5m).
Accuracy is important in belt production, as Mr Duijn explained.
"Forming belts have to have a constant weight because they are often part of the weighing system on the panel production line, so the tolerances on our production lines are very tight, with very high accuracy," said the sales manager.
In the fabricating factory, the order is received and the belting, which is stored in rolls in racks in the factory, is cut to length and width.
For endless belts for the food industry, or for supermarket checkout conveyor belts, for example, polyester coated fabric belts have finger joints cut in the ends and are then jointed in a hot welding process in a press.
"We are the belting company with the widest range of belts," said Mr Duijn proudly. The company is also preparing the ground at the Amsterdam factory to install a 3m PVC line.
Most of the production machinery used in Ammeraal Beltech's production lines is designed inhouse by its own engineers and is thus unique to the company. The drawings are then supplied to machinery manufacturers to produce the actual machines for the production of the belts.
"With our new production facilities, we are in the position of being the best-equipped supplier in the industry and this represents a major investment for Ammeraal Beltech," said Mr Duijn.
Research & development
Ammeraal Beltech has its main R&D laboratory located in the Amsterdam factory.
"Our researchers are working on belt development from a chemical viewpoint," said Mr Duijn. "For example, we want to know how the glues in a panel might react with the belt covers and so on. They also investigate wear resistance and the cure temperatures to use in the manufacture of the belts."
This is all part of offering belts designed to meet the needs of the customer, which ammeraal Beltech feels is its great strength.
"We have a lot of unique products to offer, which our competitors don't have," concluded Mr Duijn.